
Join here: Press Tool design course
CONCEPT AND PRINCIPLE OF SHEARING OPERATIONS
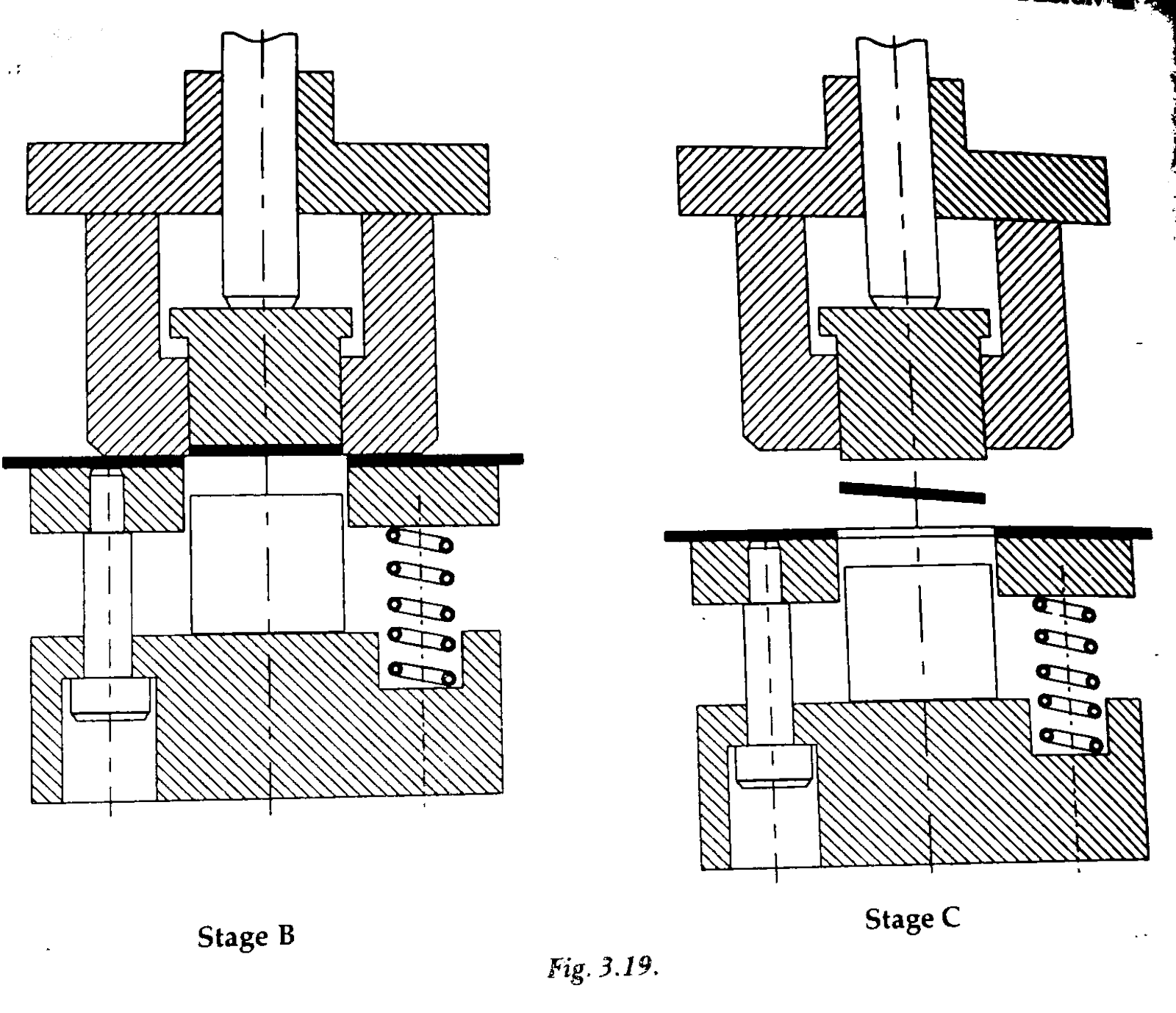
To cut sheet metal we need basically two cutting edges, acting against each other or developing that effect. In tool making we fulfil this requirement by providing punch and die, one of these cutting members stationery and the other moving. The cutting takes place when the cutting edges of punch forces the stock against the cutting edges of die. This process can be divided into different four stages.
Stage A — The punch starts to penetrate into the stock material. The material is subjected to pressure below the elastic limit. This means that if we would now to retract the punch, the so far compressed stock material would come back to the original state. The formation of radii starts at both cutting edges.

Stage B — Further penetration takes place, the pressure exceed the elastic limits. Permanent deformation would now to be noted if the punch is retracted. The radius is formed and dish shaped deformation starts penetration is completed and the ultimate tensile strength is more or less reached.
Stage C – Further the penetrations then the fractures starts. Due to more penetrations the fracture now to occur at two cutting sides .fig 2.3 shows the fracture occur at the both side of the cutting edges.
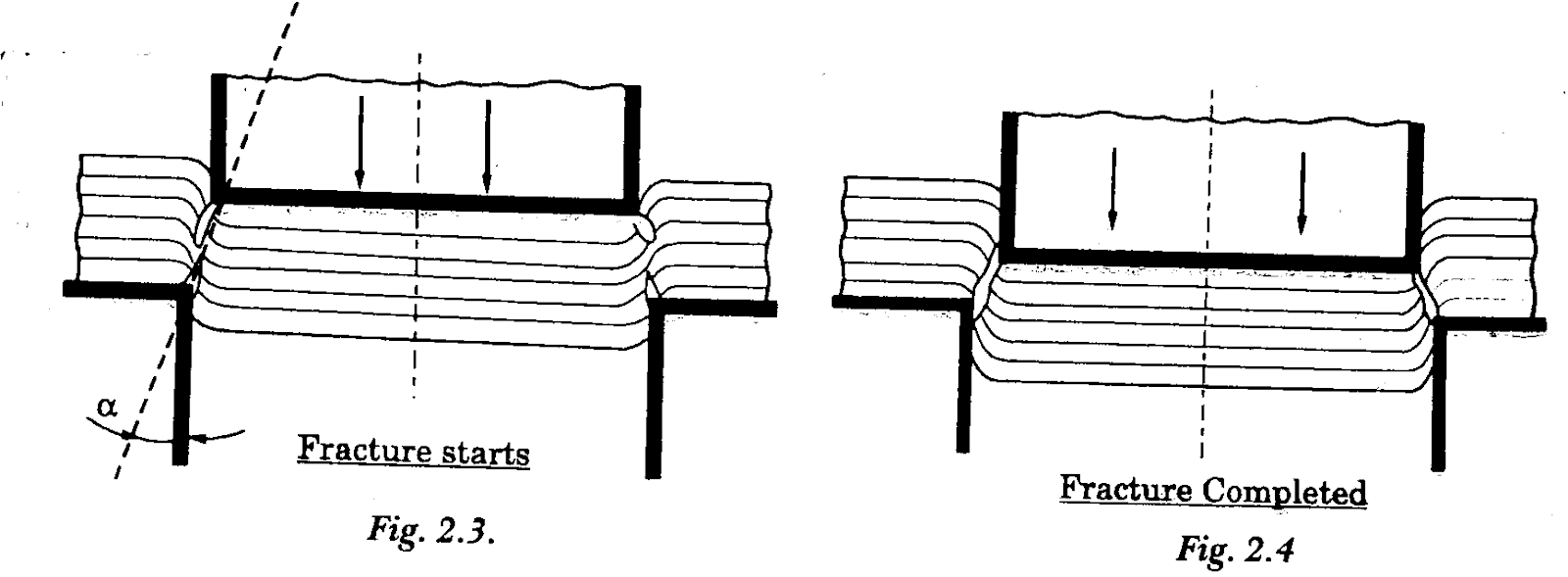
Stage D — Fractures from both sides meet and cutting is completed. We note the extent of permanent deformation on the edge radii, for blanks it appears on the die side and for piercing it appears on the punch side. The softer the material the bigger the radii and vice versa.
The shape of blank edge and its elements is shown in Fig. 2.4.
PRESS TOOL OPERATIONS
The press tools operations are divided into two groups :
2.2.1 Cutting Operation
2.2.2 Non-cutting Operation
2.2.1 Cutting Operation
The following operations are covered under this category :
(i) Blanking
(ii) Piercing
(iii) Trimming
(iv) Notching
(v) Shaving
(vi) Cropping
(vi) Parting
(viii) Lansing
(xi) Semi-Notching
(i) Blanking : The operation of punching about a complete outer contour is called a blanking. The product is a blank. The blank is punched out of a plain stock strip/coil.
A scrap coil is easily identified that scrap opening of identical shape appear in regular intervals. The scrap-share per blank is high. In this respect blanking is not very economical. However, if the shape of the component makes it necessary, we use this method.

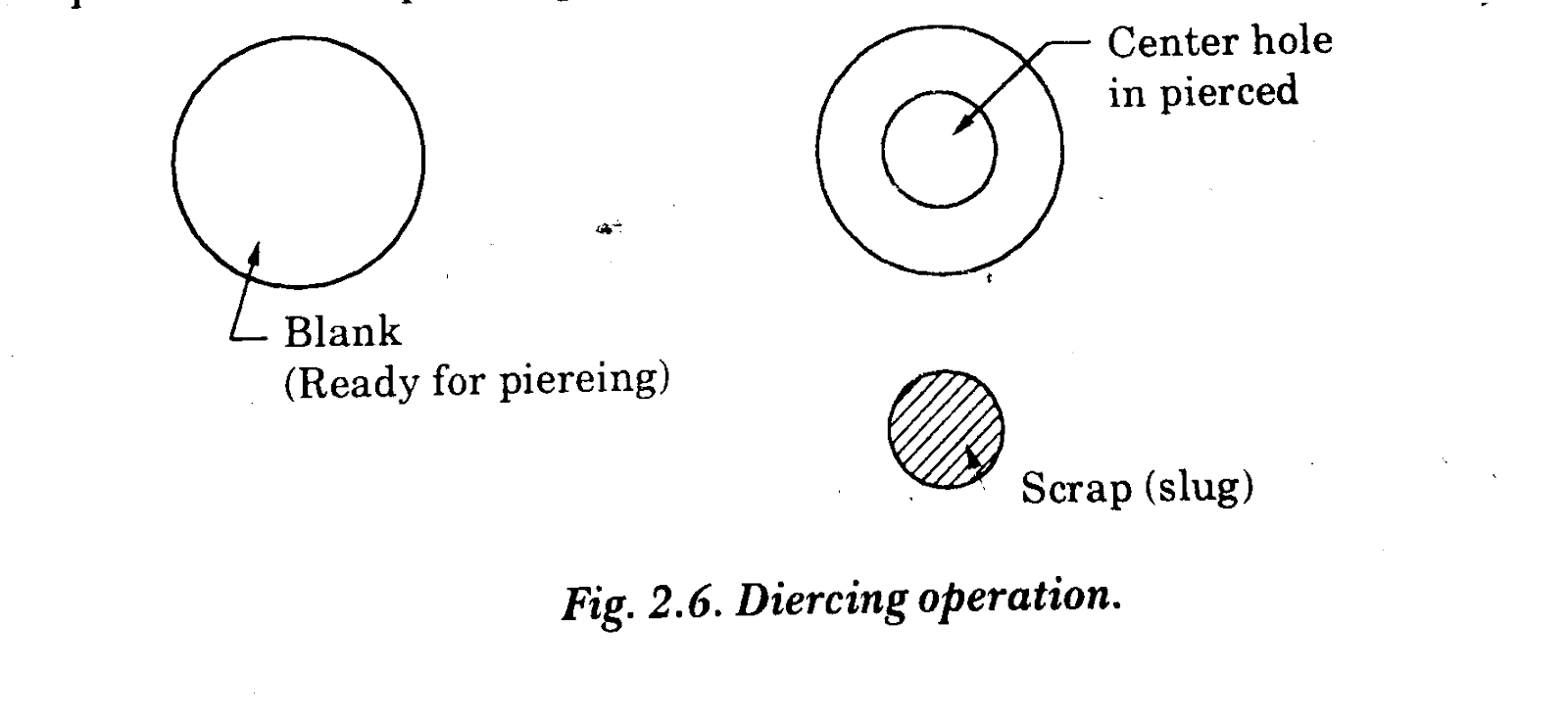
(ii) Piercing:
When opening e.g holes are punched into a blank or a semi finished product, the operation is known as piercing. The unwanted material is called slug or scrap. In some books the operation the piercing is defined as punching (for round, or square hole) and slotting for cutting slot. We combine cutting the opening of any shape in the term piercing.
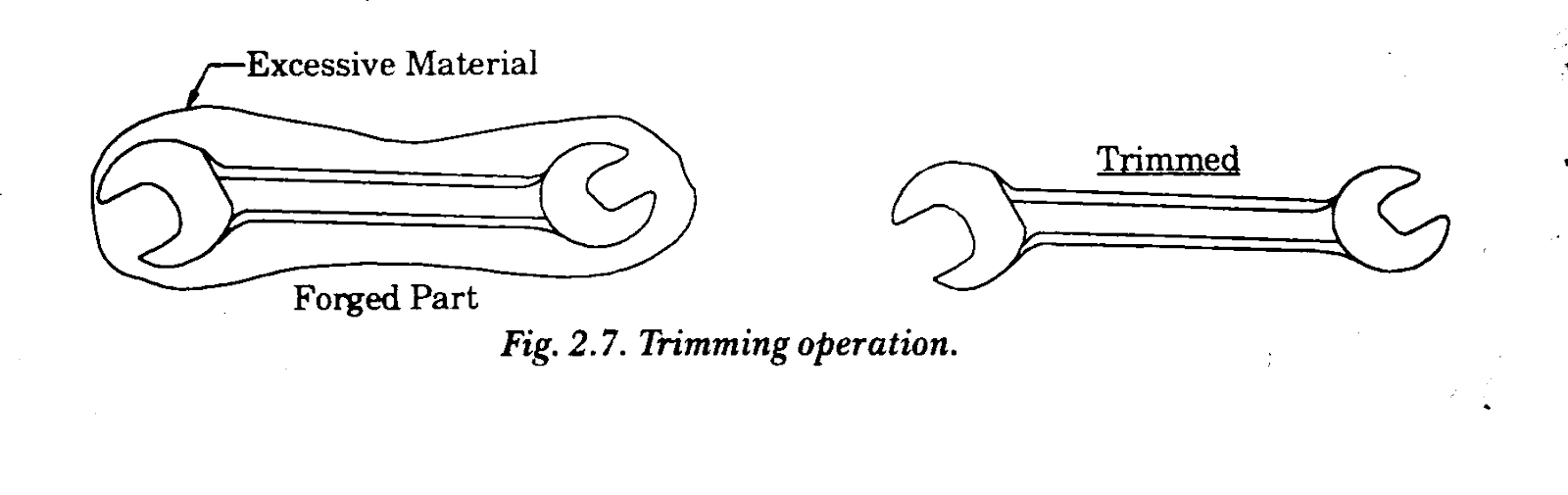
(iii) Trimming:
Trimming is another finishing operation. This method is applied to remove excess material of forged or deep drawn parts. If the trimming is done in 90° to the usual (vertical) direction we call it horizontal trimming.
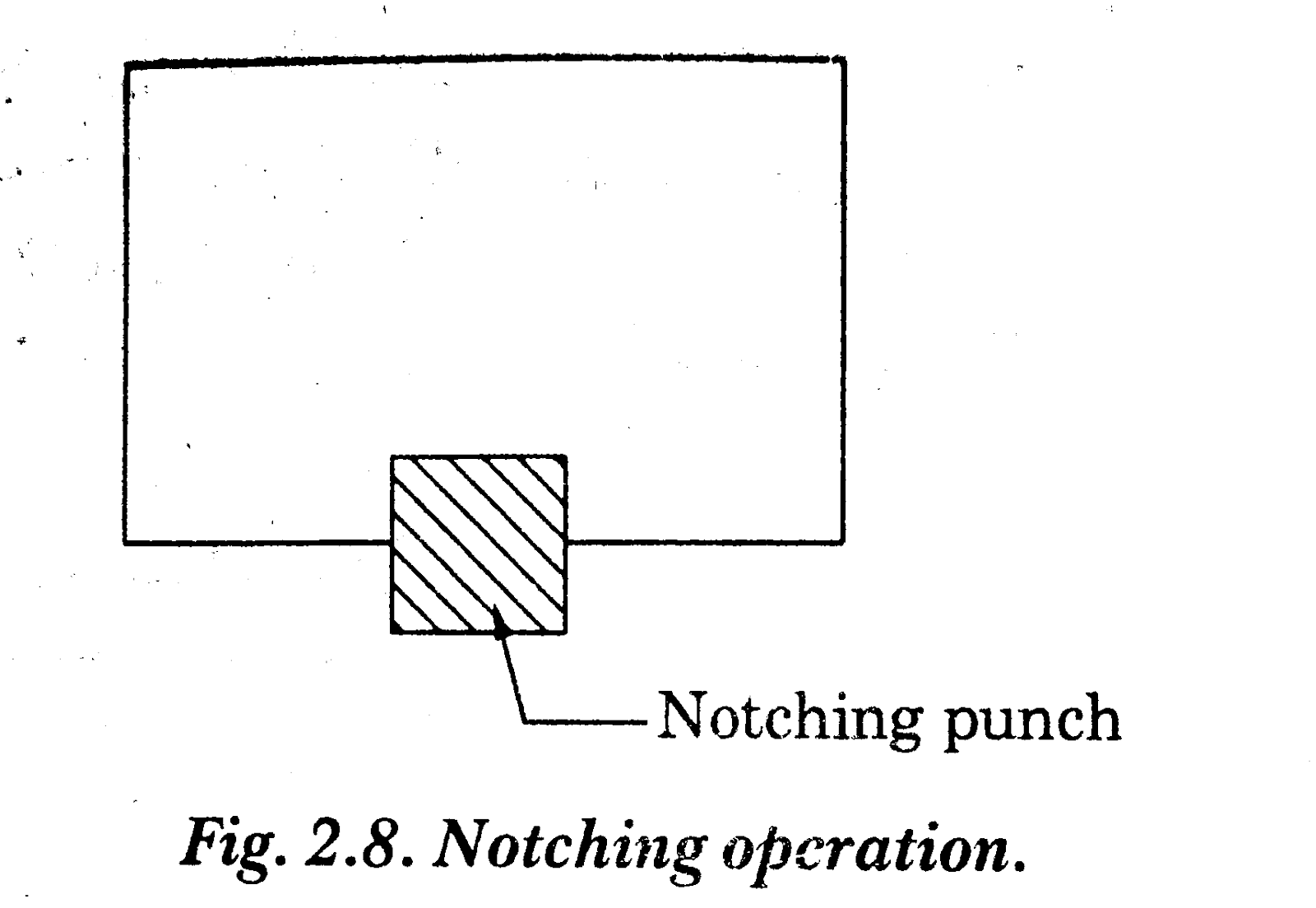
(iv) Notching:
Notching is some how similar to piercing but the punch doesn’t cut on all sides. It might cut on two sides e.g to free corners prior to bending or three but never on complete contour. Notching is used to free sheet metal for drawing, forming and to cu t step by step the contour of the complicated shaped blank in progressive dies. The cut out material is scrap.
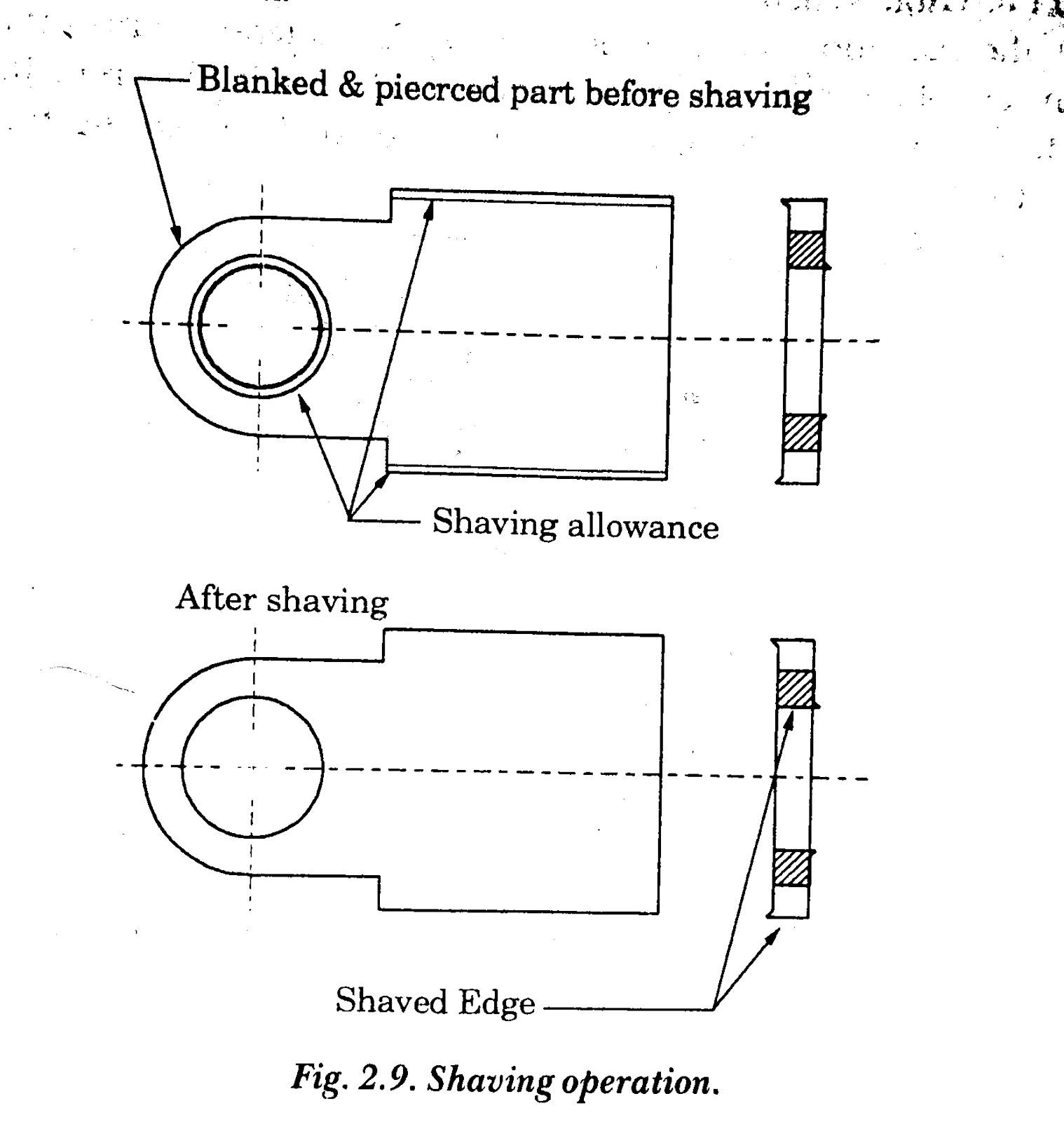
(v) Shaving:
Shaving is the only sheet metal cutting operation which is not based on the shearing principle. It is a chip forming operation. Shaving is used when we want a high quality surface of a previously cut edge or dimensional accuracy or both. Blanks as well as holes can be shaved. A small amount of the fractured edge is removed. In extreme cases more than one shaving is recommended. This applies for very thick components and/or extremely high accuracy. No cutting clearance is given between Die and Punch.
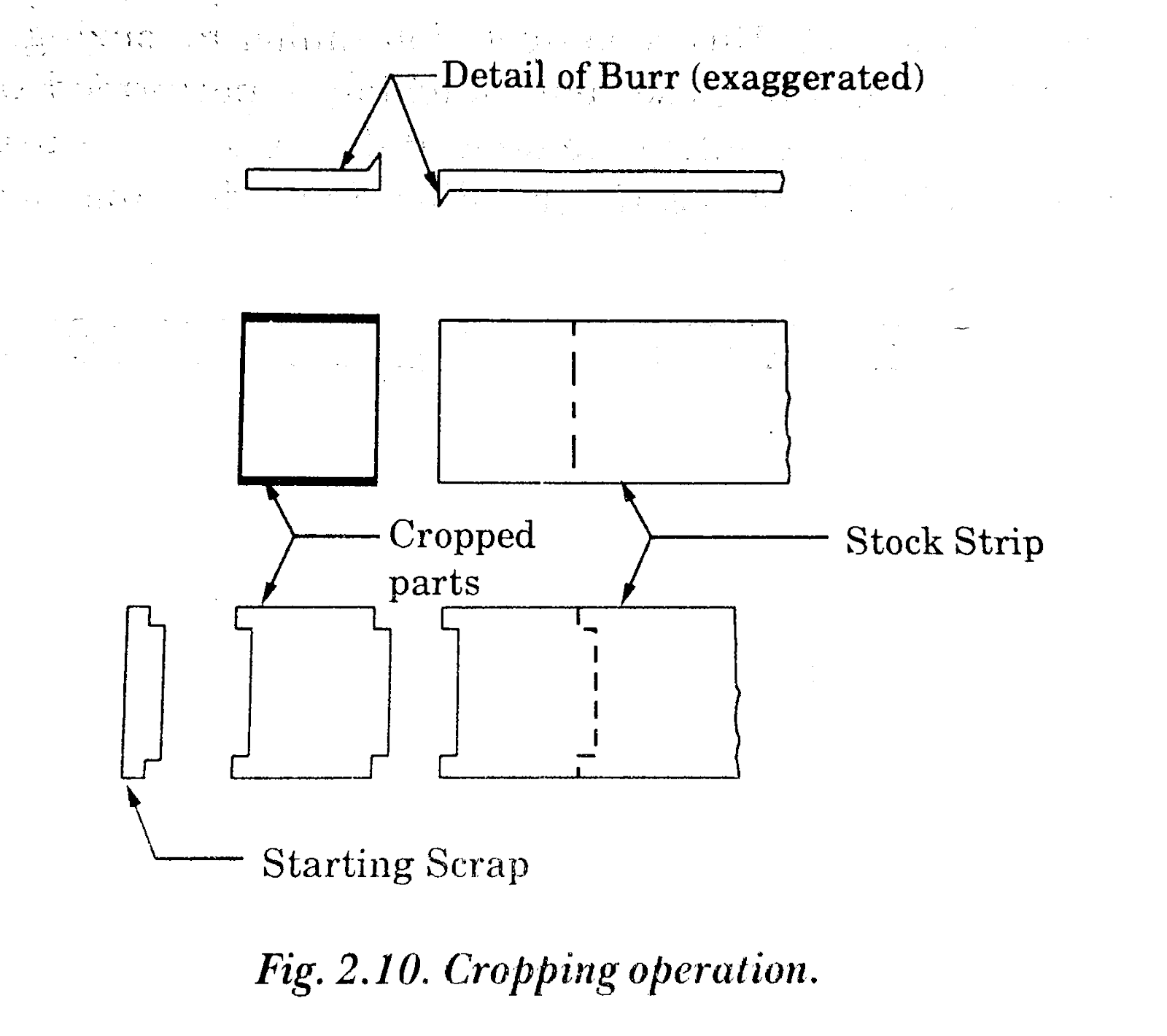
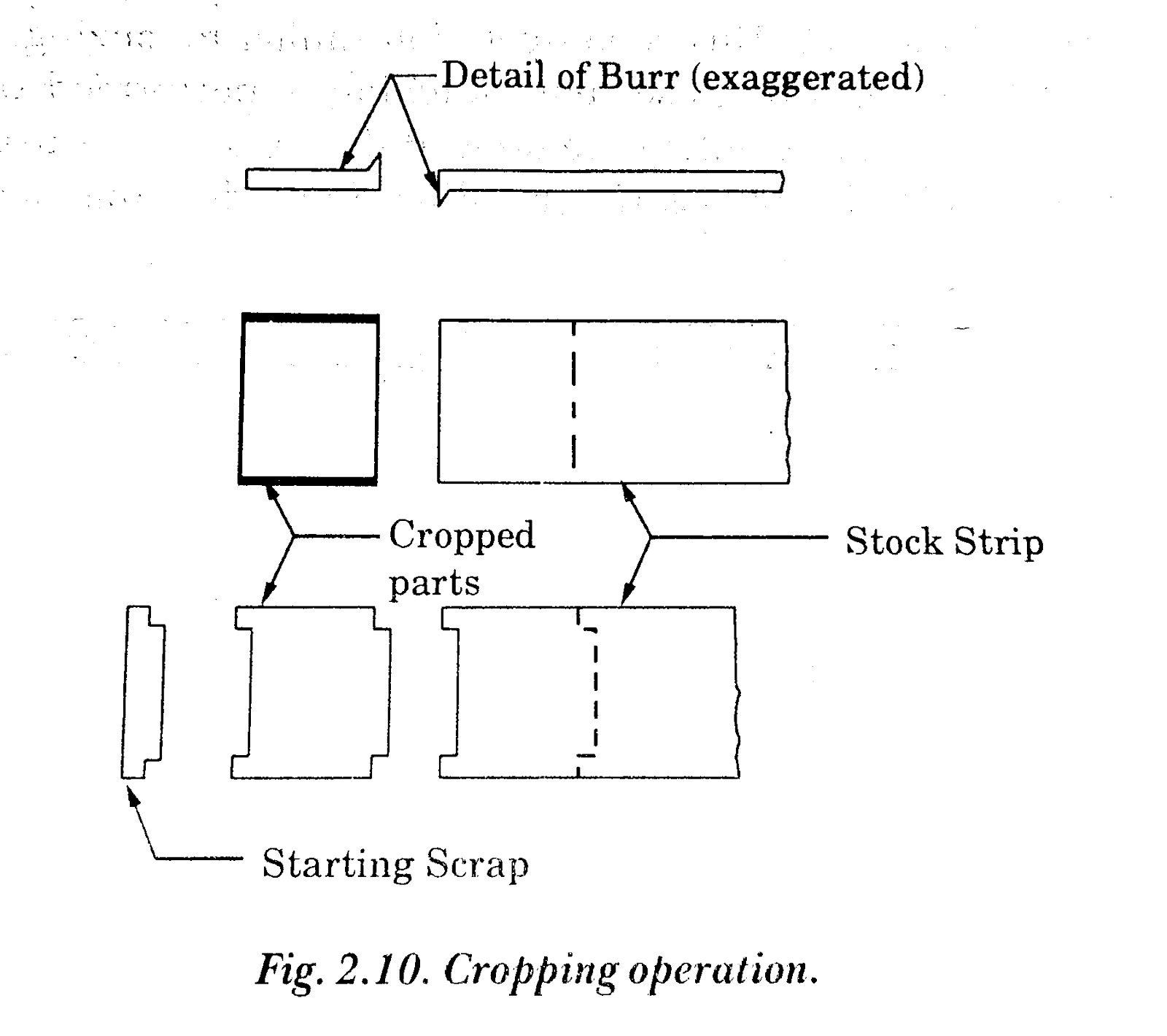
(vi) Cropping:
This is a scrapless operation. The width of the component is equal to the strip-width.
The length of the component is determined by the feed. This method is used when the component’s shape is not complicated. Moreover burrs have to be accepted on each opposite side of the component.
(vii) Parting:
This operation is semi-scrapless, scrap occurs only where the component is separated from the strip. This method is frequently used when the component shapes are more complicated in one direction and straight in the other. The contours of the two shaped ends might be different from each other. The burrs appear on the same side.

(Viii) Lansing:
When a portion of the material is cut and the so freed portion is bent, we know it as lanzing. Cutting is done at three edges. Bending takes place during the same press stroke. This a scrapless operation, a combination of shearing! bending. Sometimes this operation is referred to as semi piercing.

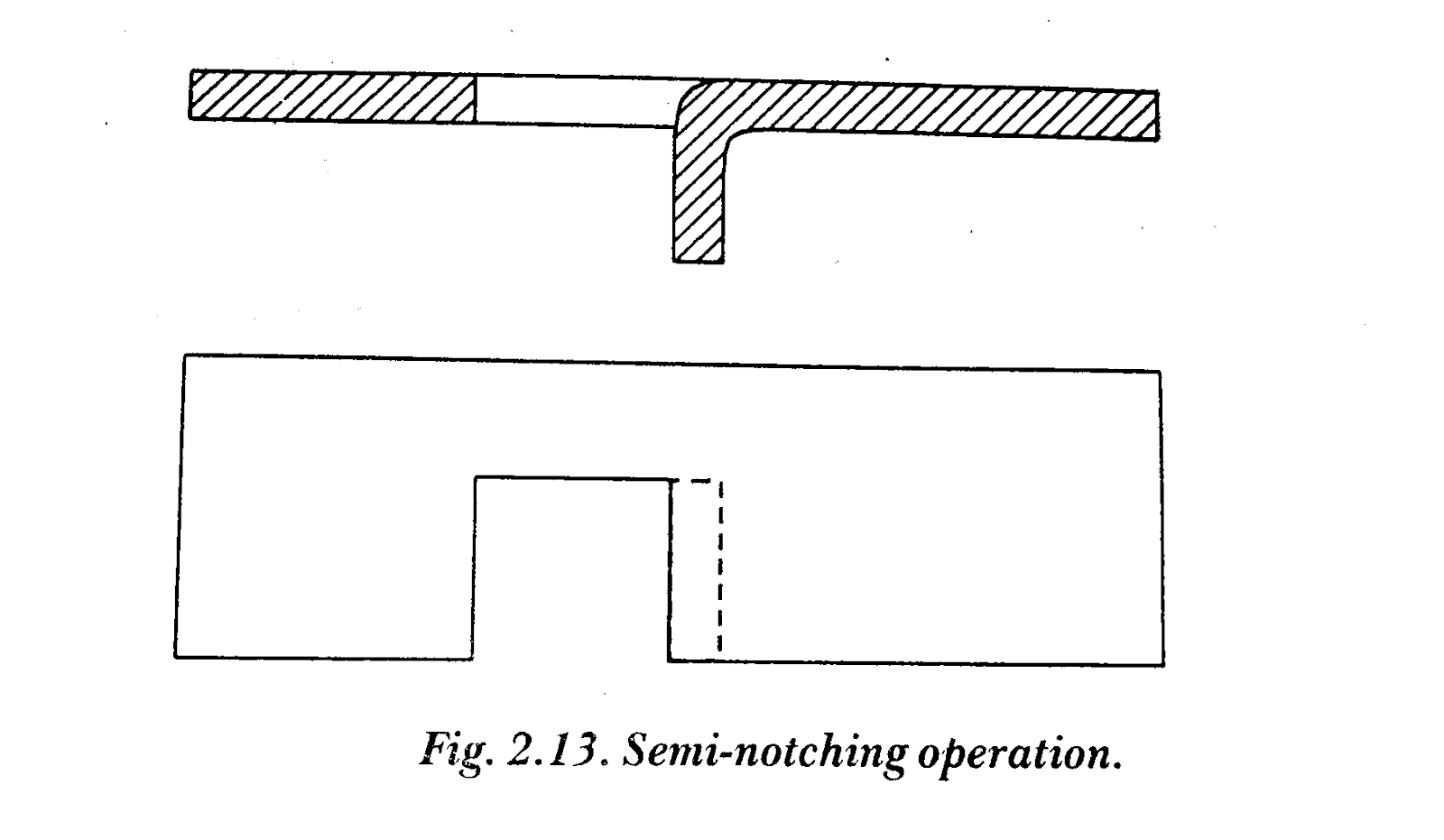
(ix) Semi-Notching.
This is an operation similar to lanzing. Cutting is done at the most on two edges because semi notching is performed on the edge of the component. Cutting and bending are done. at the same press-stroke. It is a scrapless operation, a combination of shearing/bending. Some time this operation included in lanzing.
2.2.2 Non-Cutting Operation
The following operations are covered under this category :
(i) Forming
(ii) Bending
(iii) Curling
(iv) Coining-Embossing
(v) Flanging
(vi) Crimping
(vii) Semi-Piercing
(viii) Collar Drawing
(ix) Deep Drawing.
(i) Forming. Forming as such is difficult to define since itis a general expression. Forming is a collective term for all unusual, undefinable bending operation as long as a pad is used.
(ii) Bending. Bending is defined as shaping sheet metal around a straight axis which extends completely across the width or length of the component.
During bending, the metal is stressed beyond the elastic limit but below the ultimate tensile strength which results in a permanent new countour. This new countour is at an angle to the original remaining portion. Bends are also made to achieve more rigidity.
(iii) Curling. Curling is an operation to roll an edge of a flat sheet metal blank. Curled components are very rigid. Sometimes two curled components are assembled to form a lid of can. This assembly is not leakproof.
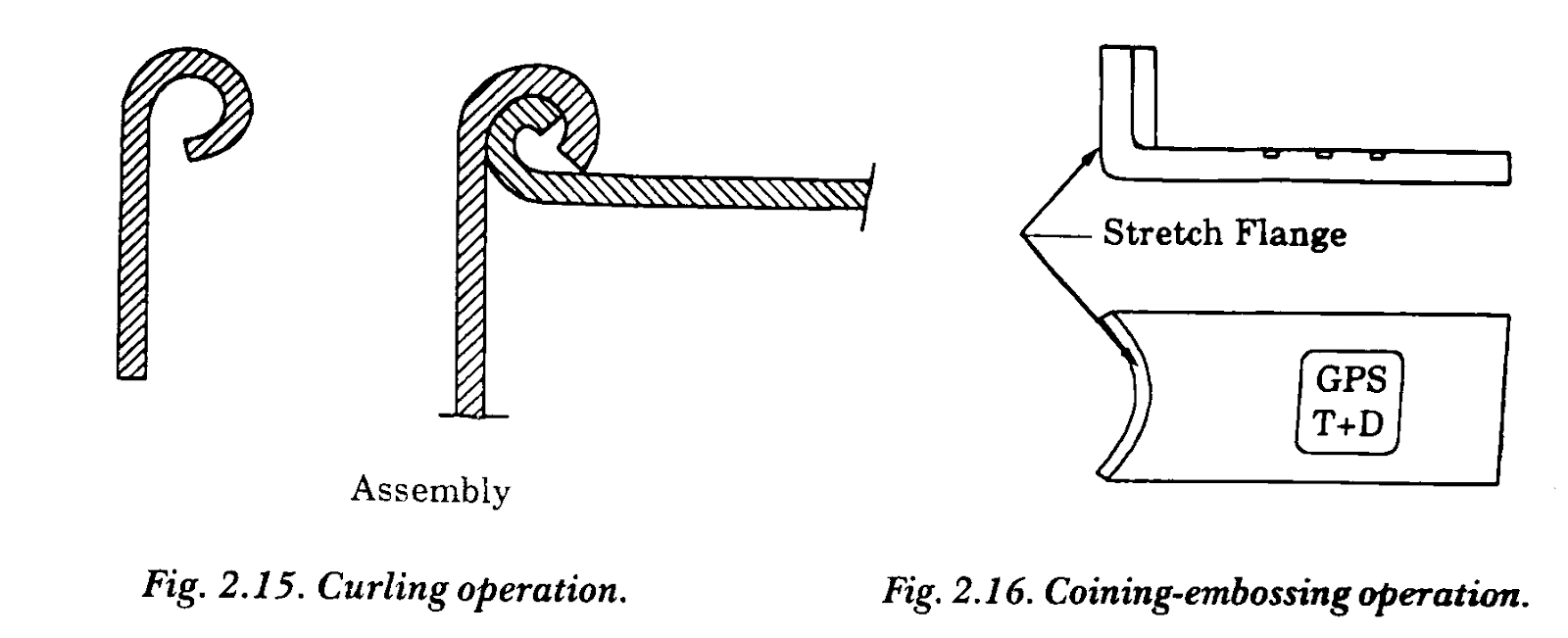
(iv) Coining-Embossing.
Coining is an operation to make two sided impressions or projections by means of compressing the material in or around the desired shape. On the opposite side of the impression respective mark is not visible but another design is impressed. If coining is one sided (opposite side flat) it is known as embossing. Typical application of coining : making coins.
(v) Flanging
It is a similar operation as bending. It is difficult to say where flanging ends and bending begins, however, when the size of the sheet formed up/ down is small as compared to the remaining one, the operation is known as flanging. If the shape of the flange is curved, we call it shrink/stretch flanging.
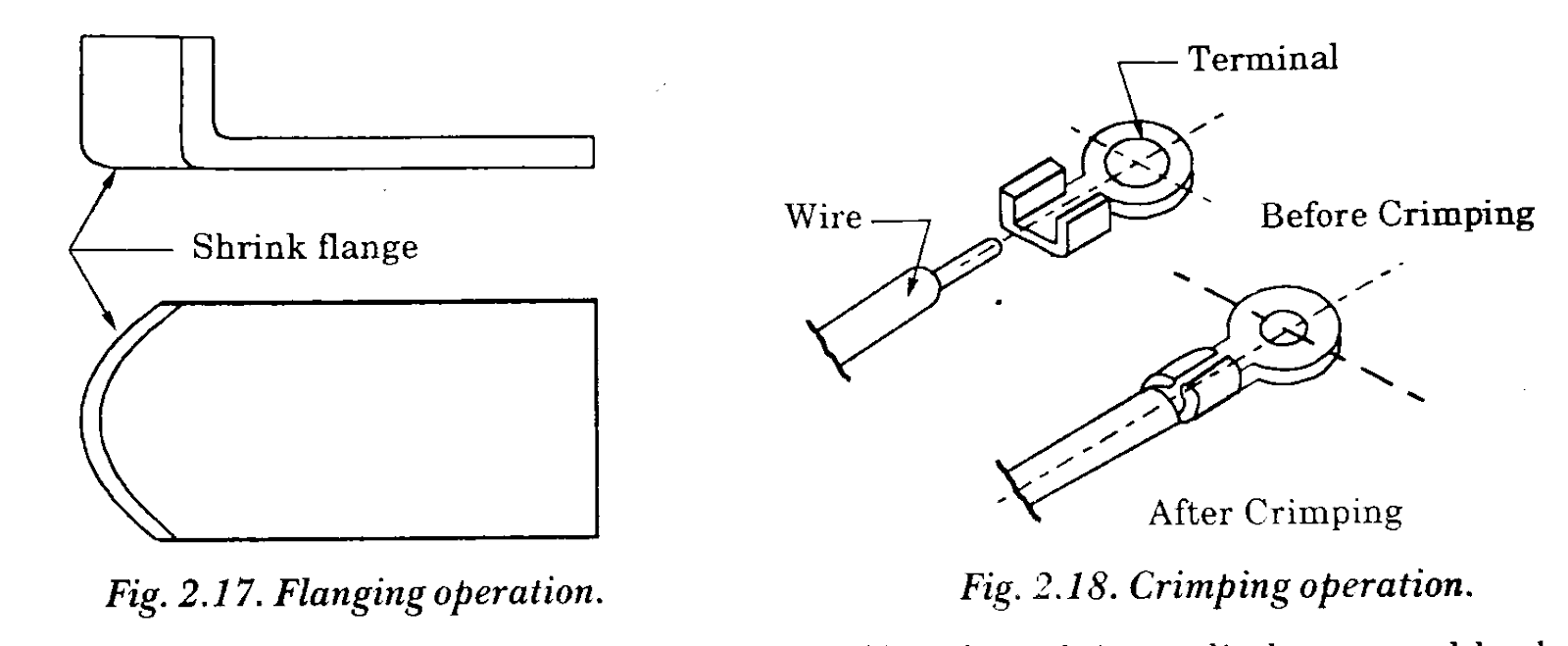
(vi) Crimping. Crimping is a sort of bending. It is applied to assemble electrical wire to sheet metal terminals of brass or copper. The bare wire is positioned between the two flanges which are then bent and squeezed.
(Vii )Semi-Piercing. This operation is similar to embossing. The difference is that opposite of the impression we find projections. It is also used for forming reinforcing ribs, welding projections to permit assembly by resistance or butt welding.
(viii) Collar Drawing : This is not a cutting operation. It is a scrapless and the material is torn and formed. The forming punch is bullet shaped.
Through we call it Collar Drawing but it is not a typical drawing operation. This is easily identified from the torn and uneven edge. The main application for collar drawn openings is to offer extended length for hole which are to be tapped. When a hole is pierced before collar drawing, it is known as hole flanging. It is not scrapless.
(ix) Deep Drawing. Deep drawing technique permits to produce seamless hollow container of regular and irregular shapes. The metal is drawn by the punch and die. Blank holder pressure is applied to control the material flow. It blank holder pressure is not required. It is known as Form-Drawing.
3.1 DESCRIPTION OF DIE—PARTS
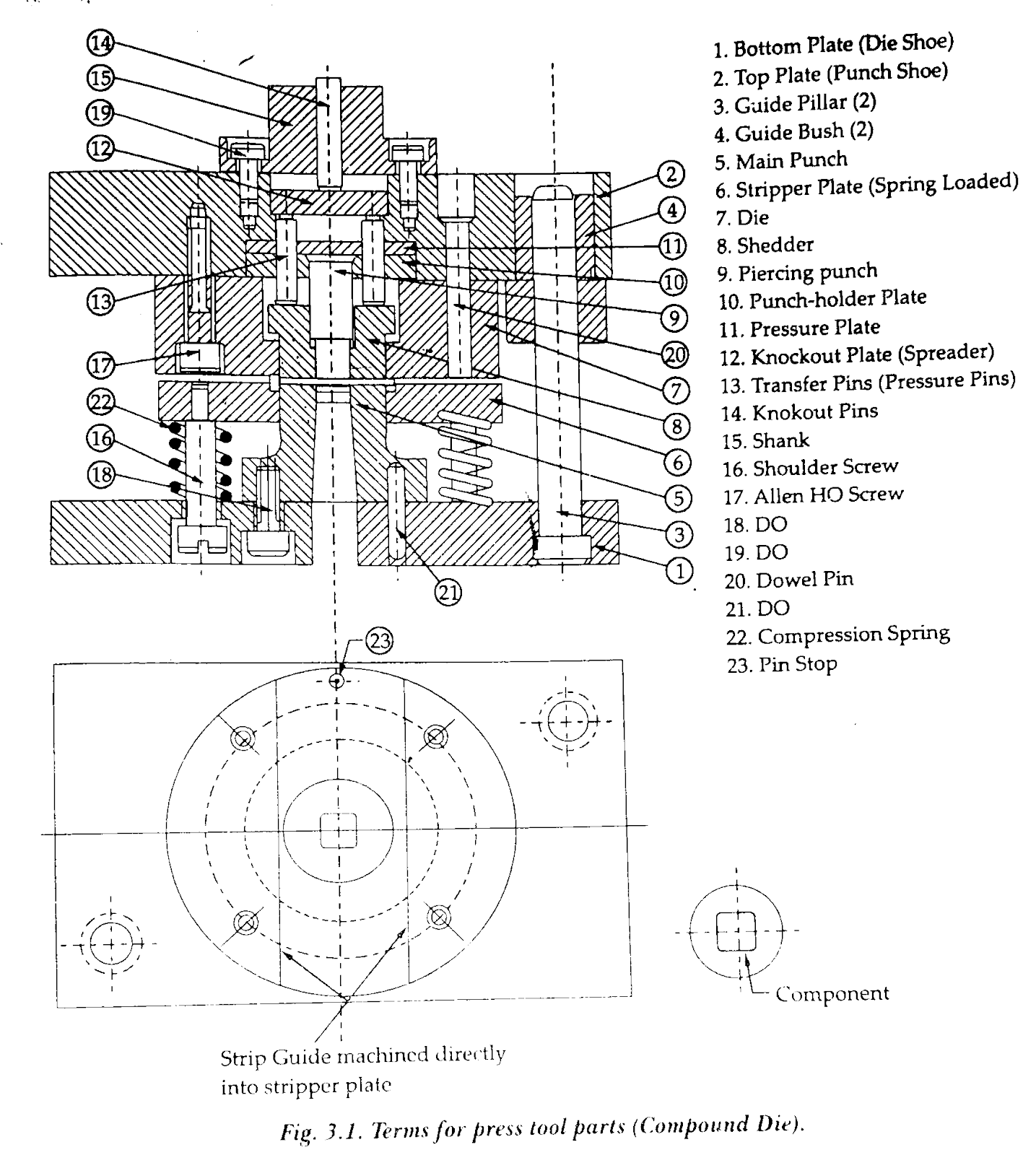
Depending upon the design of the die assembly the press could be used for a variety of operations and jobs. Specific tooling is necessary to adopt the press for a particular operation. The die assembly for any operation consists of two halves, one being mounted in the reciprocating ram and the other bolted or clamped to the stationary bolster plate. The most important components in the complete assembly are punch (male member) and die block or die (female member). Other components are also necessary in order to retain and fix the two members in a fixed and aligned position and to produce the desired action efficient. A typical sketch of die assembly is shown in Fig. 3.1 and all the components used in it are described below :
1. Punch. Punch is the male part of a die used for making holes fixed either with the top or bottom plate. It determines the dimensions of opening.
Material : Preferably High Carbon High Cromium (HcHcr) steel. Hardened and tempered 60-62 HRC.
2. Die. Die is the female counter part of the punch and therefore fixed on the opposite side of the punch on a plate. The die opening determines the dimensions of the outer shape of component.
Material : Preferably High Carbon High Cromium (HcHcr) steel. Hardened and tempered 60-62 HRC
3. Bottom Plate (Die Shoe). Supports usually the die, except for inverted or compound die and locates guide pillars.
Material : Graded cast iron or EN8/C40 steel (40 kgs/mm2).
4.Top Plate (Punch Shoe). Supports normally the punches or plates, except for inverted or compound dies, accommodates, guide-bPuusnhcehshsot? Material : Graded cast iron or EN8/C 40 steel (40 kgs/mm2).
5. Guide Pillar and Guide Bush. These are assembled as a matching pair to locate top and bottom plate accurately. Material : Carbon steel/case carburizing steel. Hardened and tempered 55-58 HRC.
6. Shedder. It is used in compound or inverted dies to eject the blank. Material : Medium alloyed steel, hardened and tempered 55 to 58 HRC.
7. Punch Holding Plate. It hold smaller punches and is fixed and located with the top plate. Material : EN8/C 40 steel (40 kgs/mm2).
8.Pressure Plate (Thrust Plate). Supports normally the punches or punch holding plates, except for inverted or compound dies, accommodates, guide-bushes, shank. Material : Graded cast iron or EN8/C 40 steel (40 kgs/mm2).
9. Stripper. It strips coil and pierced components from the punch. Fixed stripper serves as punch guide in case of absence of guide pillars. Material : Graded cast iron or EN8/C 40 steel (40 kgs/mm2).
10. Shank. It holds top-assembly firmly in the press ram, is fixed with the top plate. Material : Mild Steel. 11. Knock Out Plate. It presses the transfer pins to operate shedder. It is actuated by the knockout pin for inverted and compound die. Material : Medium alloyed steel, hardened and tempered 55-58 HRC.
12. Transfer/Pressure Pins. These pins are the link between shedder and knockout plate, moving free for inverted and compound die. Material : Medium alloyed steel, hardened and tempered 55-58 HRC.
13. Knockout Pin. This pin operates the knock out plate, carried by the upward move of ram and actuated by a stop on the press. Material : Medium alloyed steel, hardened and tempered 55-58 HRC.
14. Strip-Guide. It guides the stock material sidewise. Material : Medium alloyed steel, hardened and tempered 55-58 HRC. It is applied in following ways :
(a) In case of spring loaded top stripper design, it is fixed on the top unit.
(b) Machined on fixed stripper plate on die.
(c) In case of inverted and compound die, it is machined/fixed on spring loaded bottom stripper plate.
Note : Part 1, 2, 3 and 4 might be available assembled ready for used from the market. This assembly is known as pillar Die set or Die set.
15. Pilot. It assures equal advance steps while feeding the material strip. It is usually applied as round pins in progressive dies. Material : Carbon steel, hardened and tempered 55-58 HRC.
3.2 DETAILED DESCRIPTION OF MAIN PARTS OF DIE
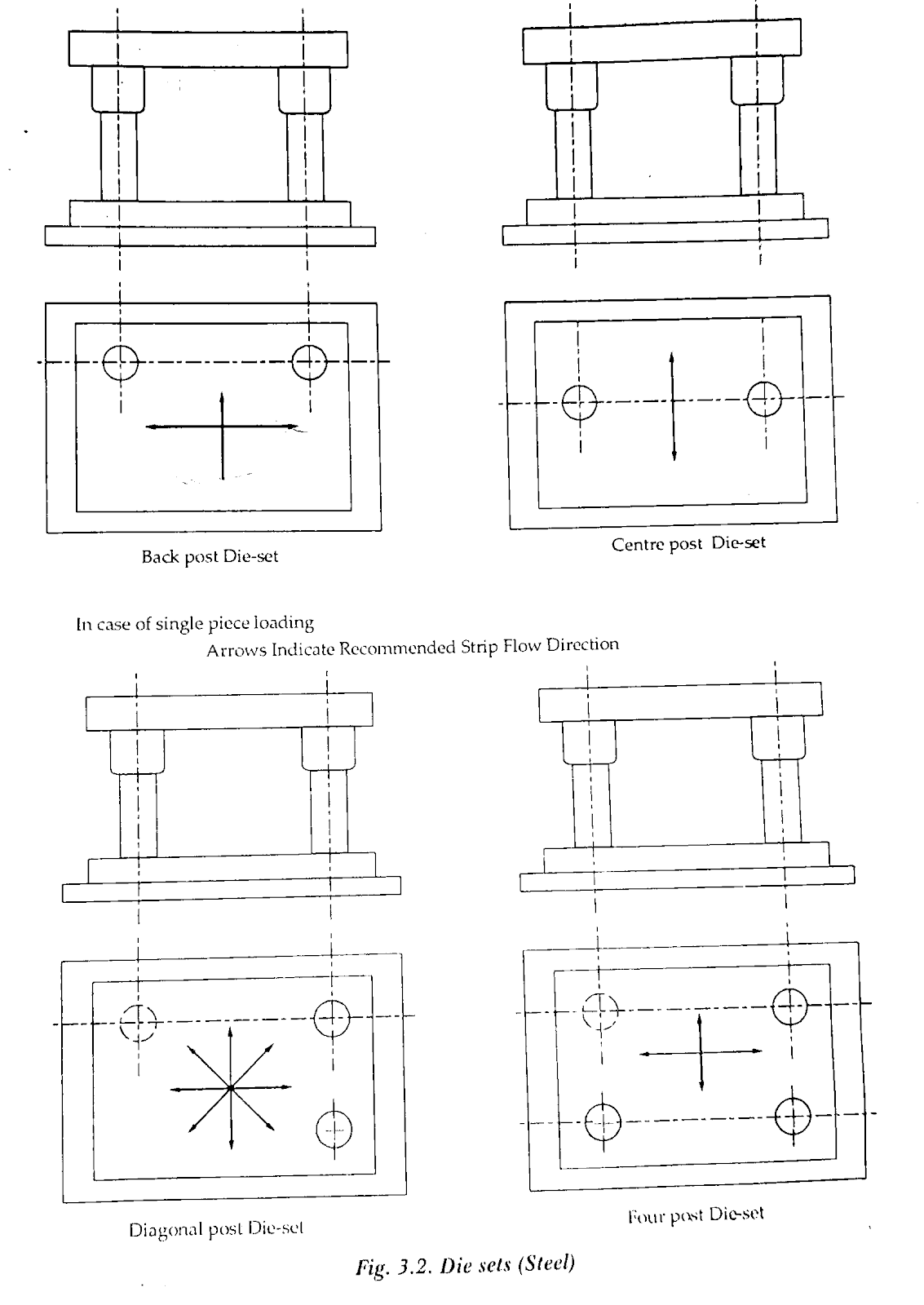
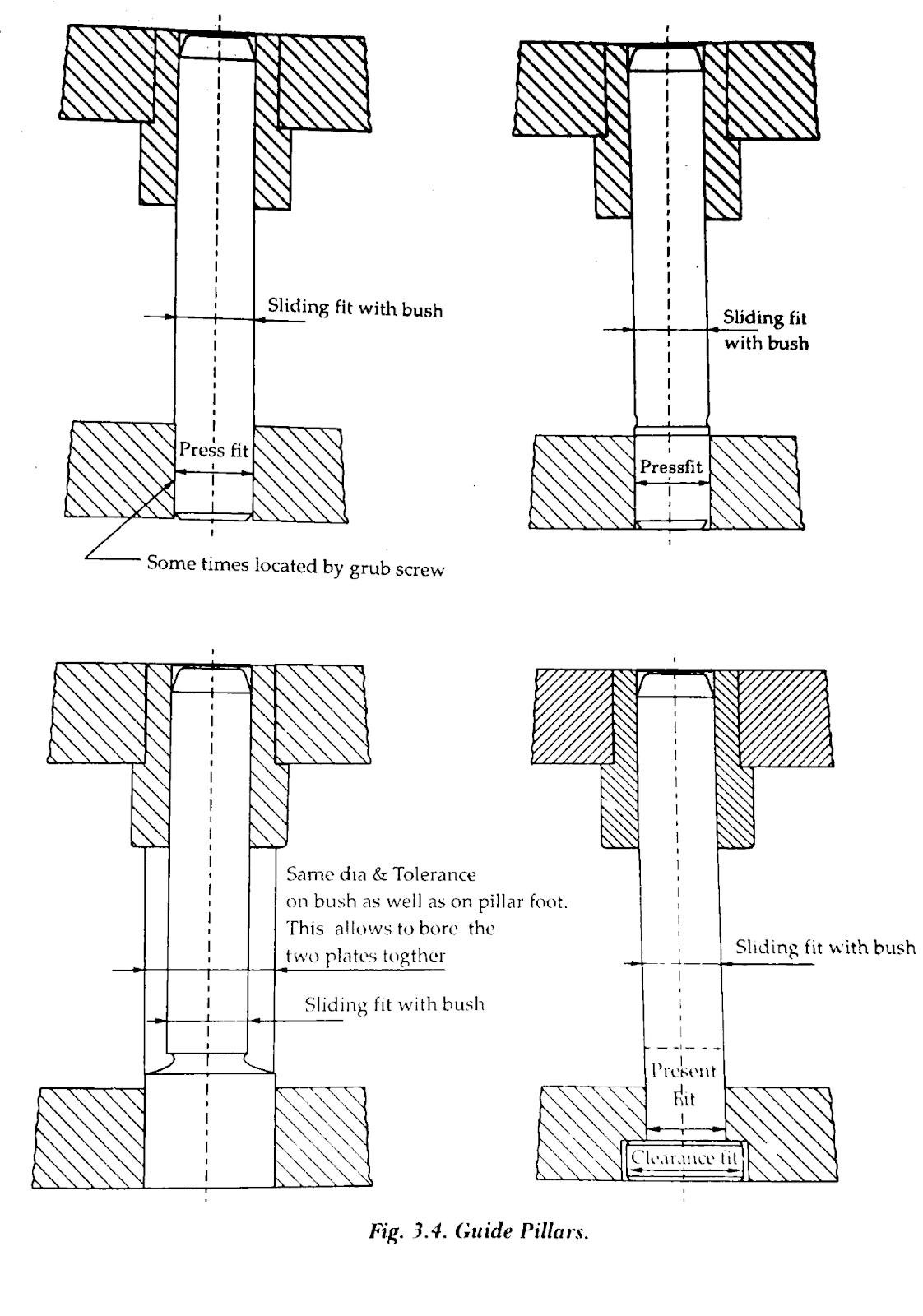
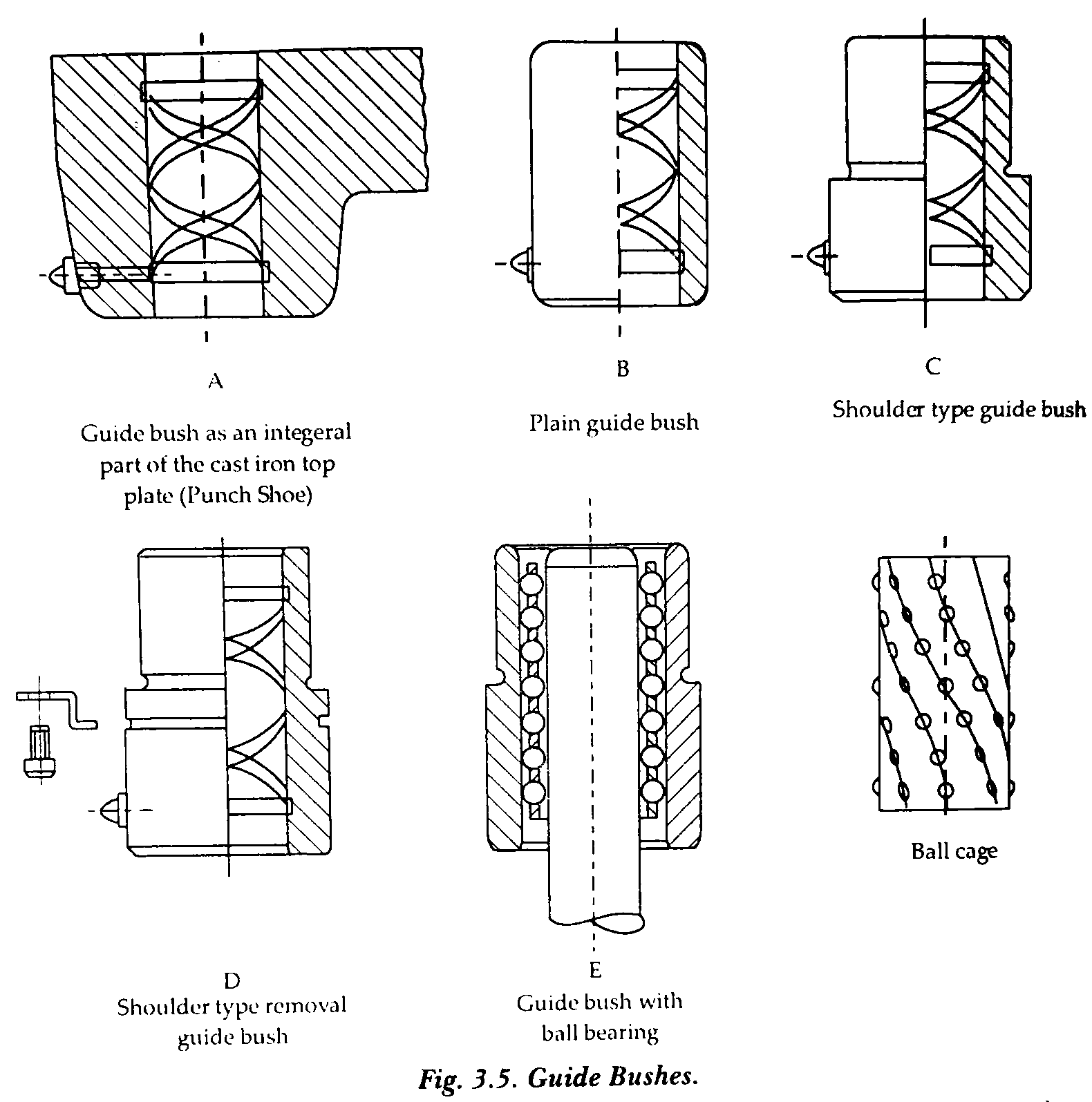
A die set consists of a bottom plates, a top plate and at least two guide pillars matching with two guide bushes. The plates are usually made out of graded cast iron or mild steel. The pillars are made out of tool steel or carbon steel, hardened and ground. The bushes are sometimes made out of brass or bronze, but commonly of tool steel or carbon steel, hardened and ground. Occasionally the bushes are absent and the cast iron top plate is bored accurately to provide .a nice sliding fit with the pillar. Die sets are economically manufactured in larger quantities in the market and available ready for fitting. Therefore the most suitable size and type can be selected. The tool making time is reduced. In factories, where larger requirements for die sets are encountered, it is advisable to Produce them departmental in advance. The size should be standardized. In Fig. 3.2 and 3.3 a few basic types of die sets are shown. In order to exclude attempts for wrong die set assembly, one of the guide pillars is either bigger in diameter than the other or off set in respect of coordinates. Special die sets can designed with removable guide pillars and bushes as shown in Fig. 3.4 and Fig. 3,5. The die set should fulfil two major requirements —> The two plates have to be absolutely parallel in each position while moving as well as in final cutting (bottom) position.
–>The fit between pillar and bush must be a very accurate sliding fit. The two members i.e bush and pillar are individually adjusted, ground and lapped.
A plain die set is not a tool but a sub press unit in which cutting elements and the auxiliary tool parts are fitted. Modern tool making is unthinkable without die sets. The use of them offers a number of advantages against only one disadvantage i.e additional labour and material is required to make them. The advantages are as follow :
–> Accurate alignment of the cutting elements is assured at any position of them.
–> Due to this proper alignment, the life of the tool is increased and the quality of the components regular. —> The compact unit is set on the machine in a minimum time. The setting can be done by unskilled setters since only the press stroke has to be adjusted.
–>Maintenance is simplified in terms of refitting the tool parts. Cutting elements can he removed and reassembled without disturbing the alignment, provided they were properly doweld or located.
—> The compact unit can be easily and systematically stored. It is ready for immediate use in store.
3.3 PUNCHES: The punch is the male part of the cutting/forming die. The cutting punch determines the dimensions of the hole/opening. It should be hardened in any case. Recommended cutting punch material is High Carbon High Cromium steel (HcHcr). The usual working hardness is about 60-62 Rc. In blanking dies, we can basically classify the punches in three categories.
a) Cutting punches e.g blanking, piercing etc.
(b) Non-cutting punches e.g Bending, Forming
(c) Hybrid punches e.g Lanzing. We distinguish between them according to their mouting.
3.3.1 Segregated Punches: These punches are located and mounted independently. These are two types. The plain punch is the simplest punch type. It is self mounting and located directly in the die set. Although it is often used for small series tools. The design is recommended .
To make the punch is economical in view of material as well as machining. Material requirement is only as per cutting face area. Therefore not much machining is required. It is usually screwed and dowelled. Occassionally large plain punches might be split. The Fig. 3.6(a) shows plain punch.
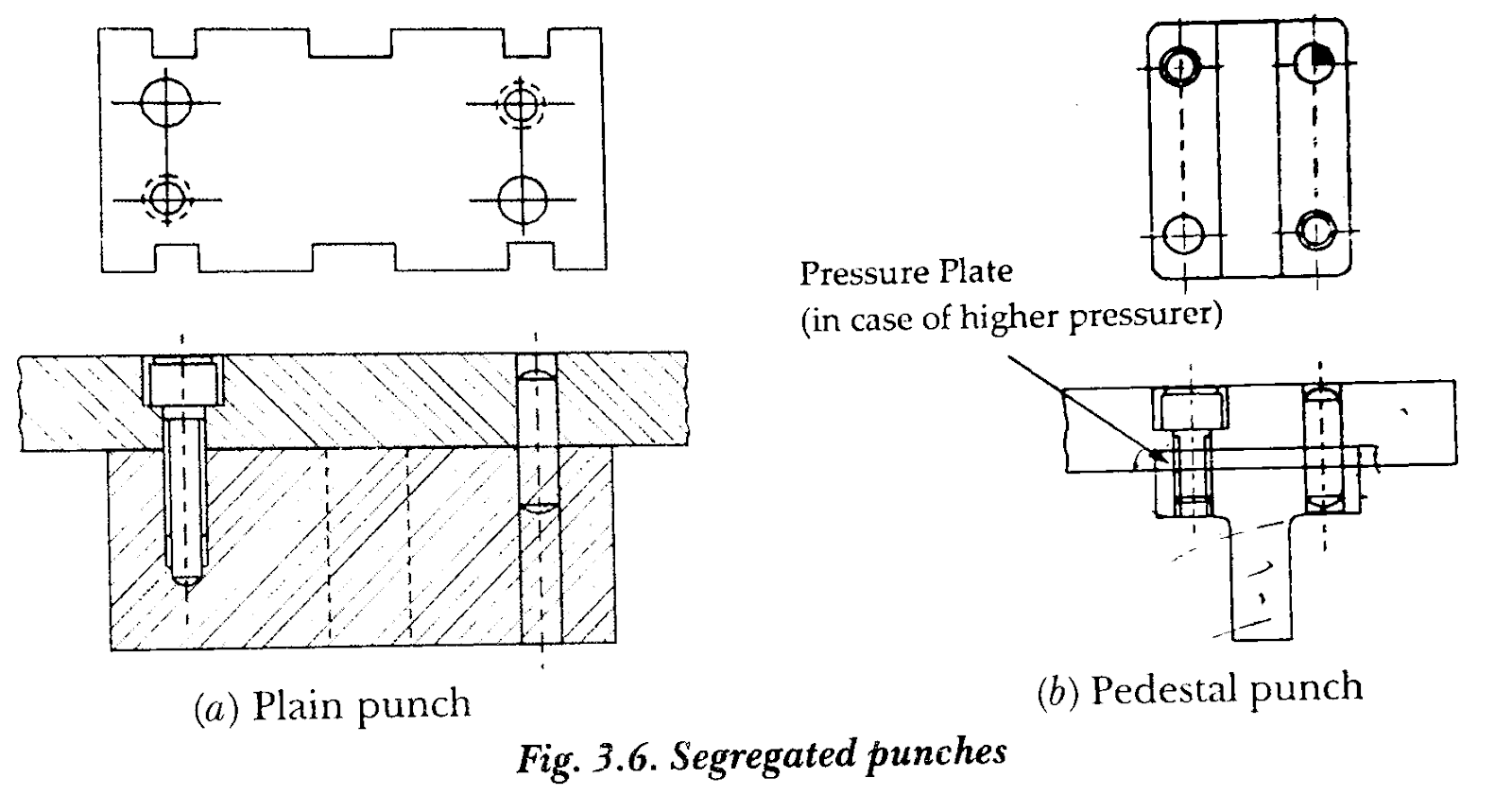
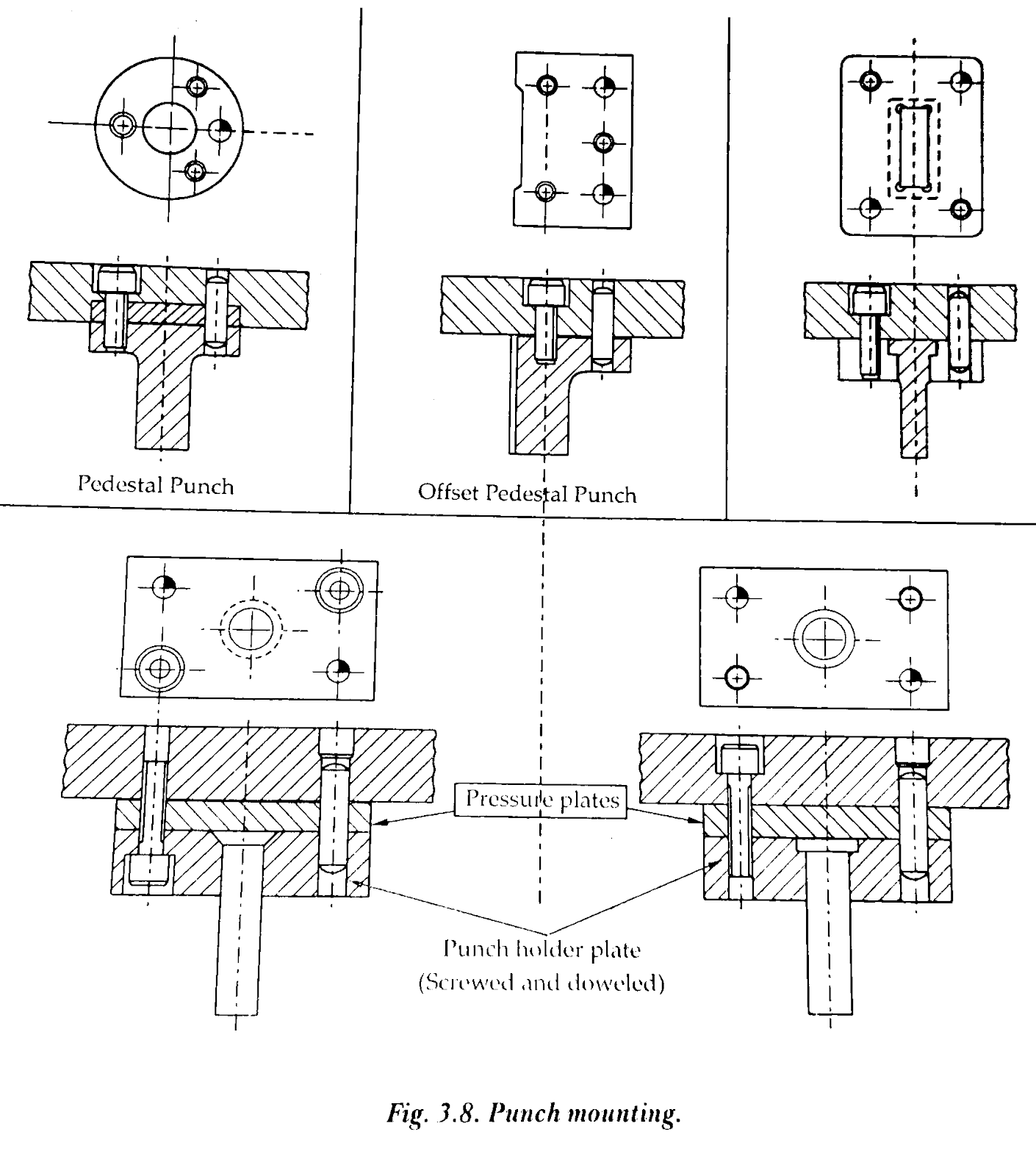
Other type is Pedestal Punch is shown in Fig. 3.6(b). This type punch requires comparatively more material and machining than the other. But it is often applied because load distribution is excellent. The cutting force is distributed evenly on the whole mounting surface, especially important for heavier work. In addition the flange provide advantages in mounting over a plain punch. For assembling it can easily be clamped e.g., for copying holes etc. punches with one sided flange are called offset pedestal punchs. They are also set and fixed individually.
3.3.2 Integrated Punch
LThese punches are mounted, located and retained with the help of another part known as punch holding plate as shown in Fig. 3.7.
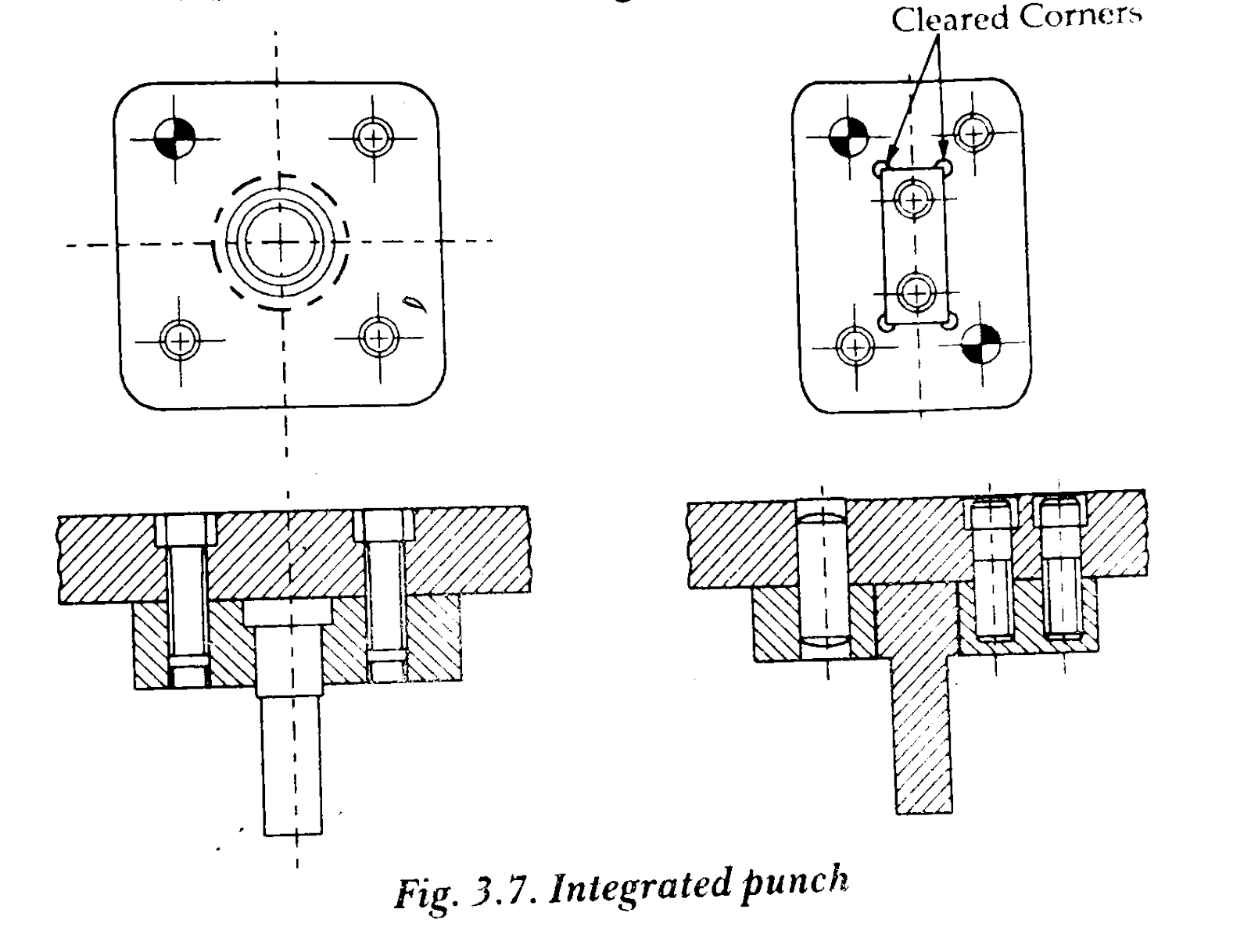
If the difference is made between regregated or integrated punches actually only the type of mounting is concerned but not the function. Integrated punches are always found together with another part mostly called the punch holder plate. The plate serves to hold and located accurately the actual punch. The integrated punch mounting system is mostly used to hold smaller or groups of punches. The punch holder plate is kept in mild steel and screwed and doweled with the top plate.
Various punch mountings are shown in Fig. 3.8 and Fig. 3.9.

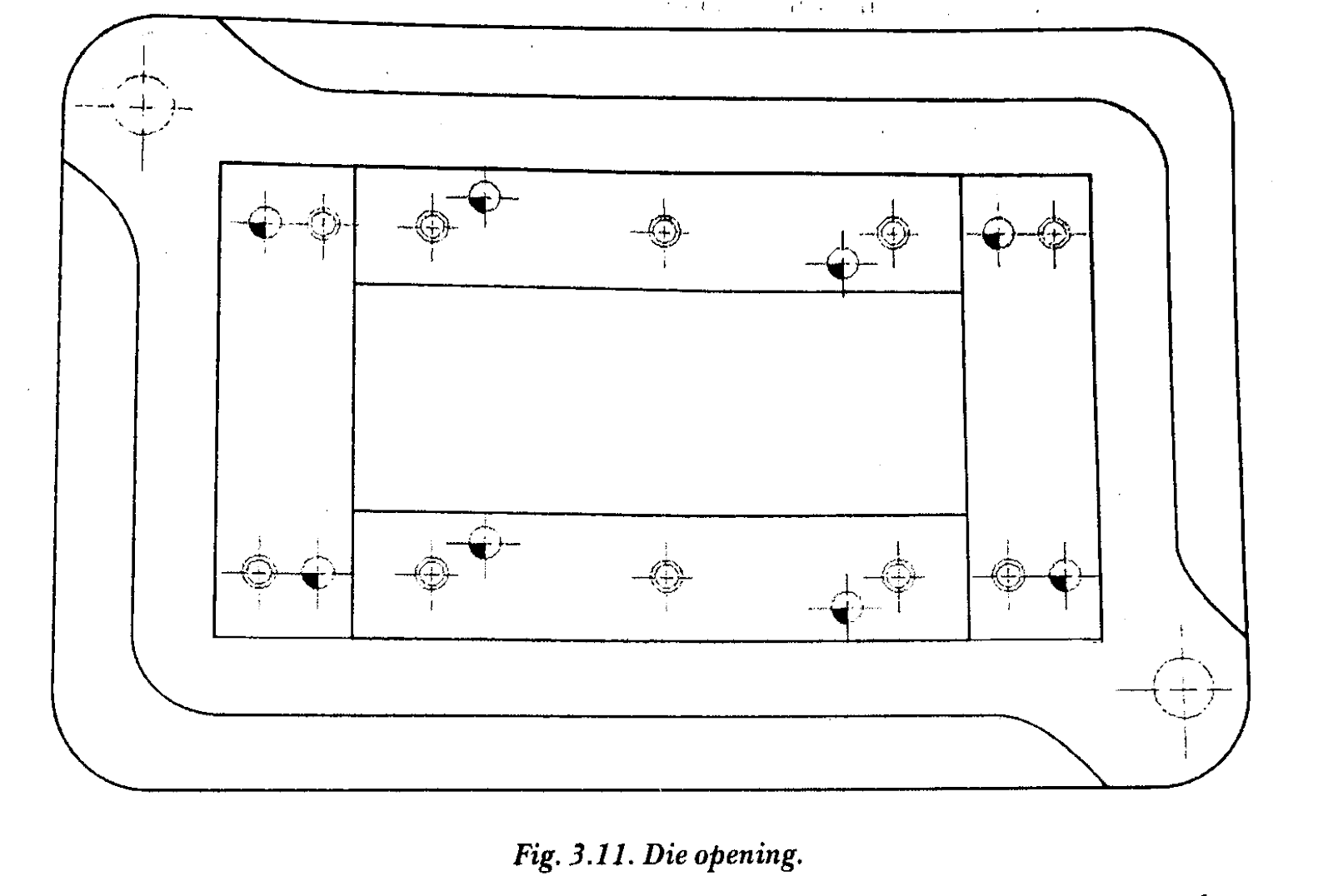
3.4 Dies
The die is the female cutting element and the counter part of the punch. The die opening determines the dimension and the outer shape of the blanked component. Angular clearance is another important aspects of die-design. The die blocks are of two types :
(i) One piece dies
(ii) Segmental or split dies.
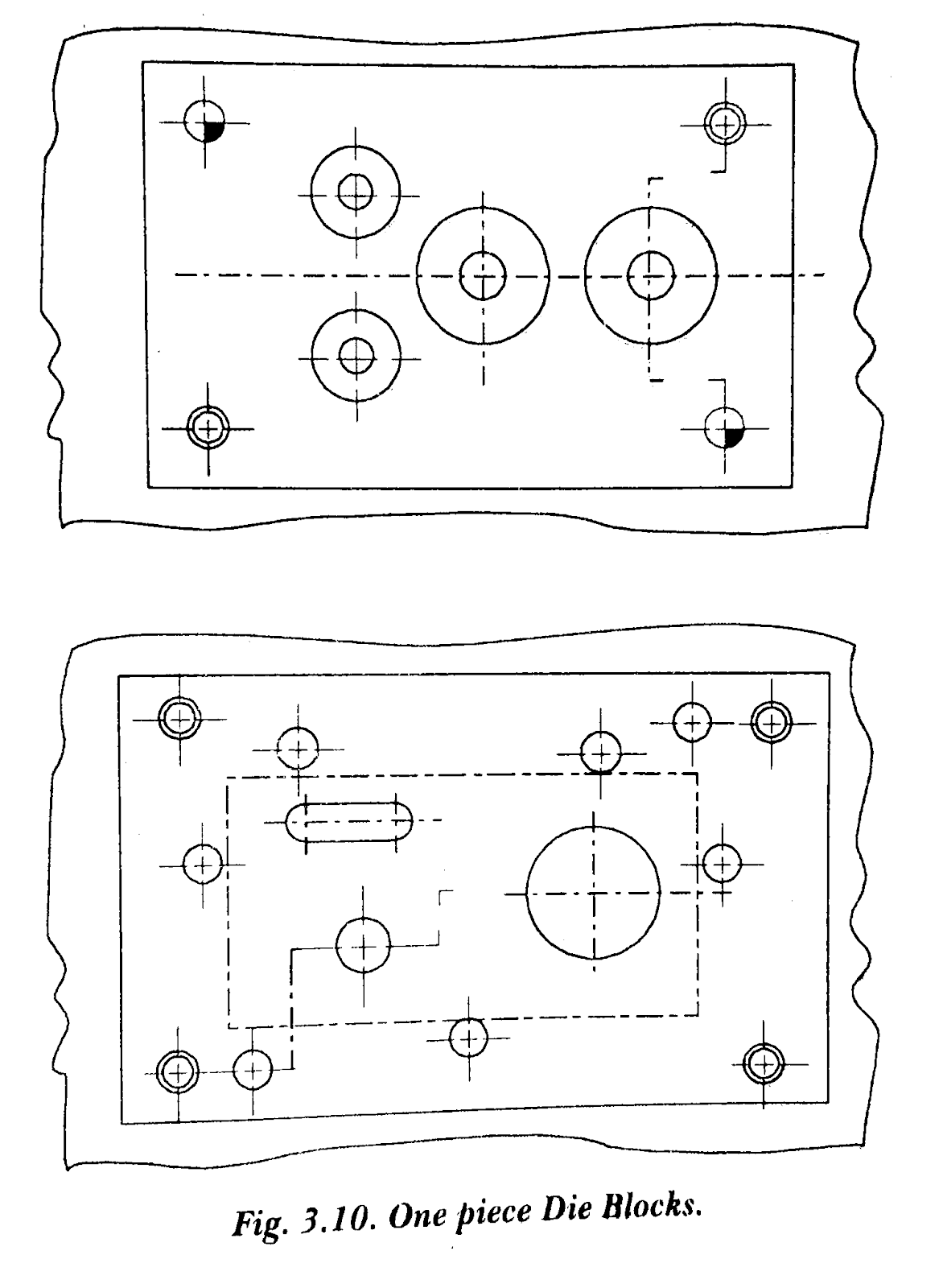
3,4.1 One Piece Dies
One piece dies are recommended and limited for simple shaped smaller opening. Since certain minimum dimensions around the opening are required, the die block would become big, mainly in view of heat-treatment and tool steel availability. Fig. 3.10 shown one piece Dies.
3.4.2 Segmental or Split Dies
The split dies are by and large, preferred in following cases
The dies is too big to be done in one piece and the tool steel size for such a large die may not be available. Heat treatment such as distortion and size of furnace needed for the heat treatment of such a large die part may be a problem. Sometimes a certain area of the cutting edge of the large die is broken therefore only part but not the whole die has to be made again.
If die opening is extremely small such as watch or instrument parts where we can not reach with conventional tools and spark erosion is not available.
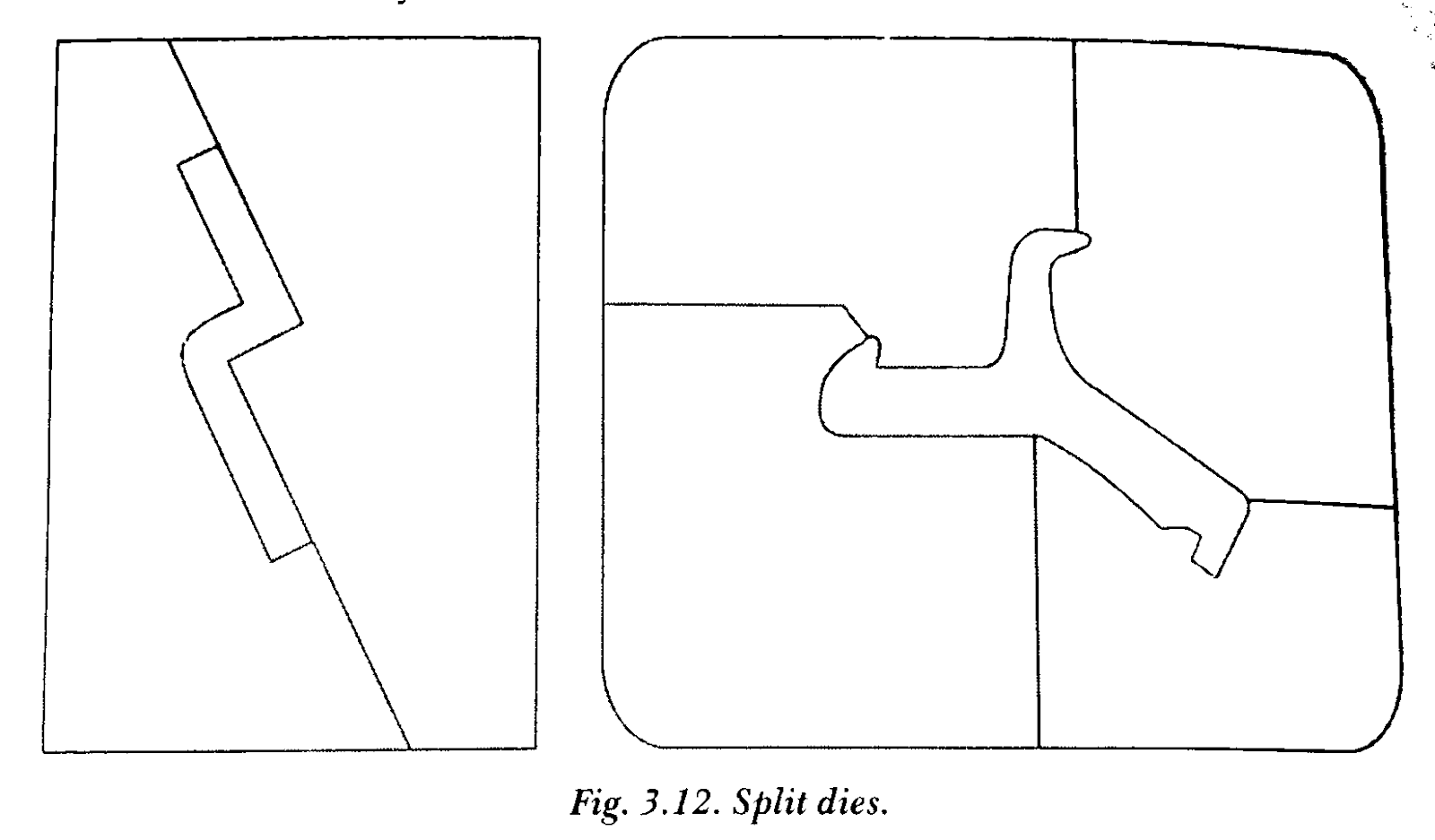
The split dies are also made for complicated shaped die openings. Delicate sections are therefore split in order to reduce the stress on that particular area. Often spark erosion is not available. The die has to be made by filing.
Maintenance cost are much lower, because if one section happens to crack or chip while the die is in use, only that particular section will have to be replaced. If this should occur in a die with a solid block, the entire die block have to be replaced, thereby adding to the tooling casts.
Uniform wear allowances can be established around the entire periphery of the die opening, these allowances being taken in to consideration when dimensioning the die sections. Fig. 3.12 shows some split types die openings. Disadvantages : Some of the disadvantages of split dies include. (1) Sectional dies must be drawn in detail and dimensions throughly and accurately checked prior to making the die. The building phase is also rather expensive. Therefore in order produce splitdies the tooling budget must be greater than that allowed for other dies.
(2) The split dies cannot be profitably used unless the press, blaster plate and sub-plate condition are ideal. If the bed and ram of punch press are not absolutely parallel, proper alignment between the punch and die will be extremely difficult to maintain.
When all the facts are considered for the high production of accurately shaved die products of complicated shape, the advantages of split dies definitely outweigh the disadvantages. Generally, high carbon high chromium steels are employed for punch and die sections are both are hardened and ground.
3.5 MOUNTING METHODS OF DIE It is more expansive to make split dies because the actual split/segments need to be located accurately but that may be requirement. There are the following methods for locating the segments : (1) Dowelling and Screwing
(2) Pocketing
(3) Caging
(4) Slot Assembly
3.5.1 Dowelling and Screwing ‘Dowelling and Screwing is recommended locate relatively large splits when the side pressures are not very high or even self cancelling. We note that, in any case, two dowel pins per split are needed and as many screws as to guarantee that the segment is lying flat on the die-shoe. Normally the dowels are means to locate the segment whereas by tightening the screws we achieve enough friction between die and die shoe to absorb side pressures.

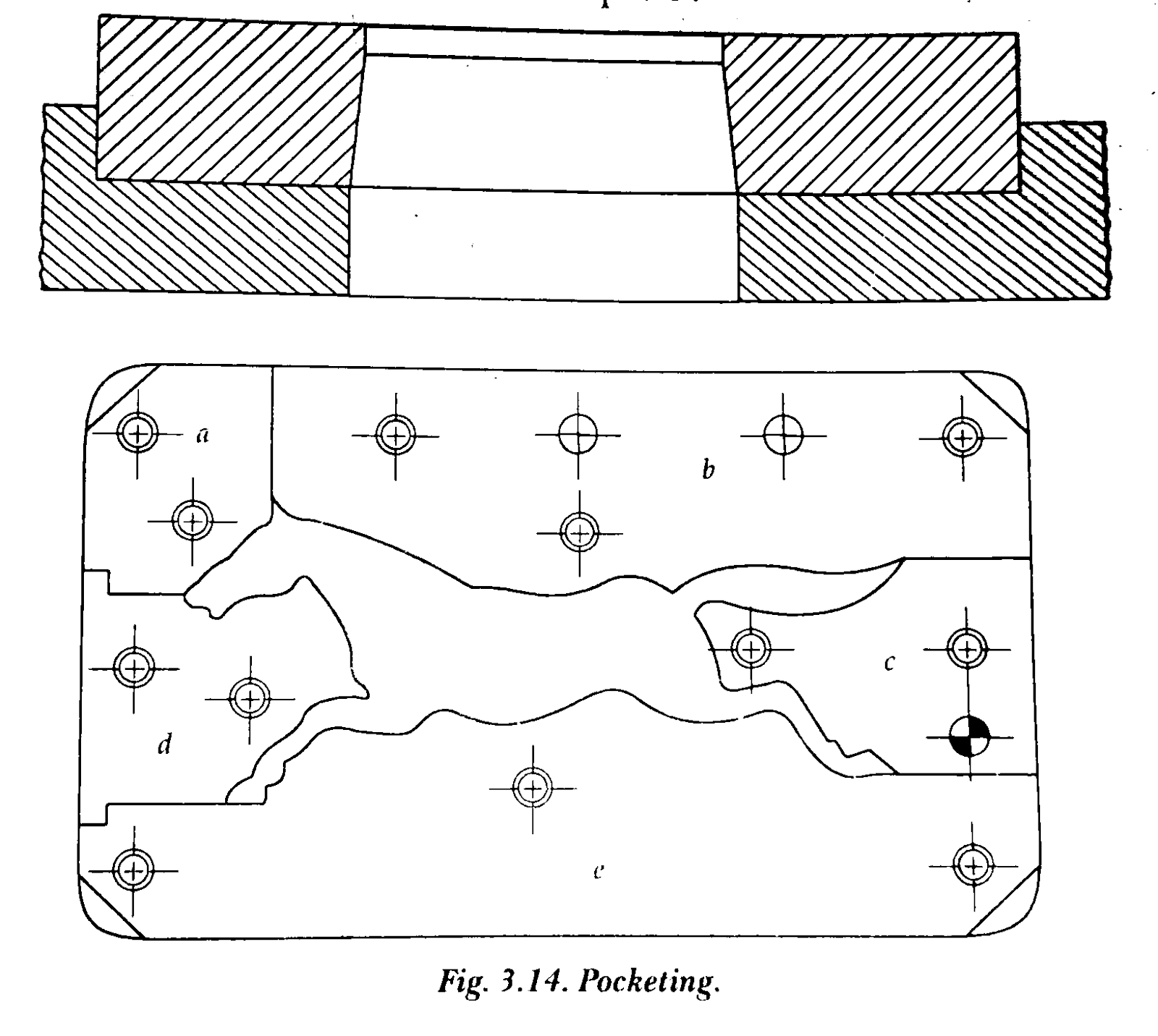
3.5.2 Pocketing Pocketing is a relatively expensive method to accommodate splits. The pocket is machined according to expected pressures. Two things are cared for by the pocket; the accurate location as well as to take the side pressures. The splits are adjusted to a stiff sliding fit. With few screws„ they are puLed down. Dowels are only required when the split could shift in one direction as shown in Fig. 3.14. Split ‘C’, only one dowel per split is needed. Instead of dowels sometimes steps are ground into the splits which fit into each other as shown in split ‘e’.
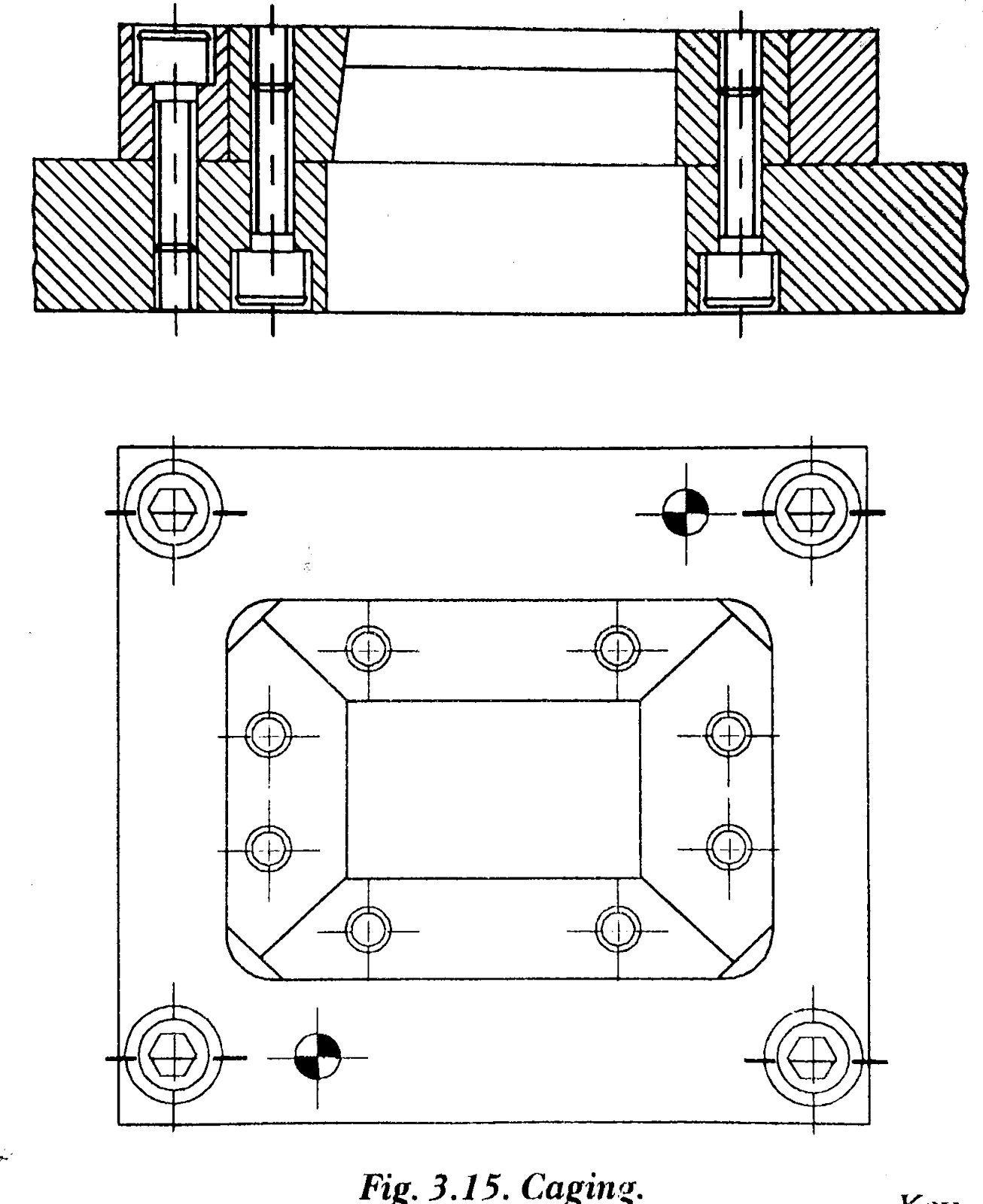
3.5.3 Caging
Caging the splits is recommended
when extremely high pressure are expected. The cage is a pocket without bottom, sometime also called frame. The cage is fixed and doweled to the die shoe.
3.5.4 Slot Assembly
Slot assembly is similar to semi-pocketing. The splits are secured against shifting in one direction by the slot and in other direction by one dowel per insert.

3.6 STRIPPERS After the punch has penetrated right through the stock material, the opening shape will grip the punch due to spring back, While the punch goes back into the initial top position, this grip material will move along unless it is stripped off the punch. We know two basic principle of stripping :
(a) The fixed stripper resists the stock material and the punch moves up.
(b) The compression spring loaded stripper pushes the scrap coil down during the upward move of the die stop. Stripping forces are in the range of 5 % to 20% of the cutting forces.
The stripping force are affected by
(i) Fri-tion of stock materials,
(ii) Condition of cutting edges, the sharper the edges smaller the stripping force.
(iii) The surface condition of the Punch sidewalls.
(iv) The surrounding area of the stock to be stripped.
A few detail from the design view-point regarding construction of strippers are discussed below. Two categories are known in general.
(a) Fixed stripper with integrated stock guide
(b) Moving stripper (spring loaded)
3.6.1 Fixed Strippers
These are of many designs. When the punch has completed its downward movement and starts returning, it has the tendency to carry the material with it. The stripper plate prevents this upward movement of the scrap strip and frees the punch of this for next stroke. Suitable guide plates are also provided for locating the strip.
Two or sometimes even three functions are combined in that part. The main purpose is stripping. As the stripper is fixed on the die there is no access from the top r to guide the stock strip.
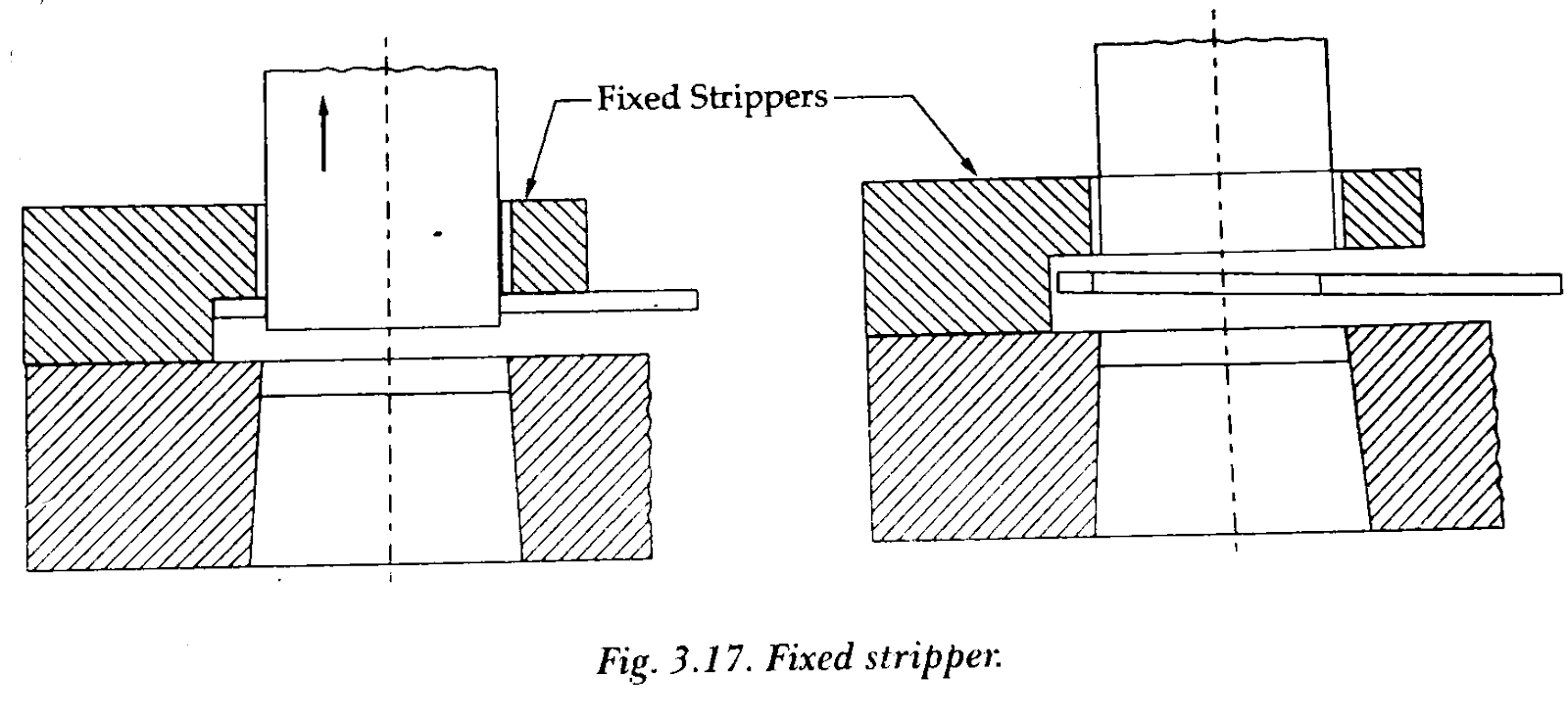
To care for this a groove on the bottom side of approximately the strip width is created to permit the strip to lay direct on the die. The groove serves as stock guide. It can be milled out directly from the soft stripper. The height of the opening should be about 5 mm or twice the material thickness plus 2 mm. With this increased gap two things are cared for i.e enough space to lift the strip over the stop pin and in case the scrap strip is distorted it will not jam. At least 1 mm thick and rigid strips are processed in dies with fixed stripper. The stripper is screwed and dowelled to the die. The fixation and location holes of the die are preferably used for this purpose. Separate dowels for die shoe and die, die and stripper respectively are better method of fixing. The dowels are press fit with the stripper and slide fit with the die.
This makes regraindings of the die easy. The stripper is removed together with the pins. Therefore the tool has not be dismantled further. The punch opening are provided with clearance of about 0.1 to 0.2 mm in the stripper. It Is no point to waste time to adjust the opening accurately, but if the stripper is used as punch guide, precise adjustment is required and this leads to the third function of the stripper i.e location.
Finally in brief the functions of the fixed stripper are :
(a) Stripping the scrap
(b) Locate the stock strip (c) Guide the punch.
3.6.2 Moving Strippers In moving stripper, the spring pushes the scrap coil down during the upward move of the die top. Fig. 3.18 shows a moving stripper. The stripper plate is connected to the holder by means of helical spring and guided pins. The punch passes through a hole in the stripper plate.
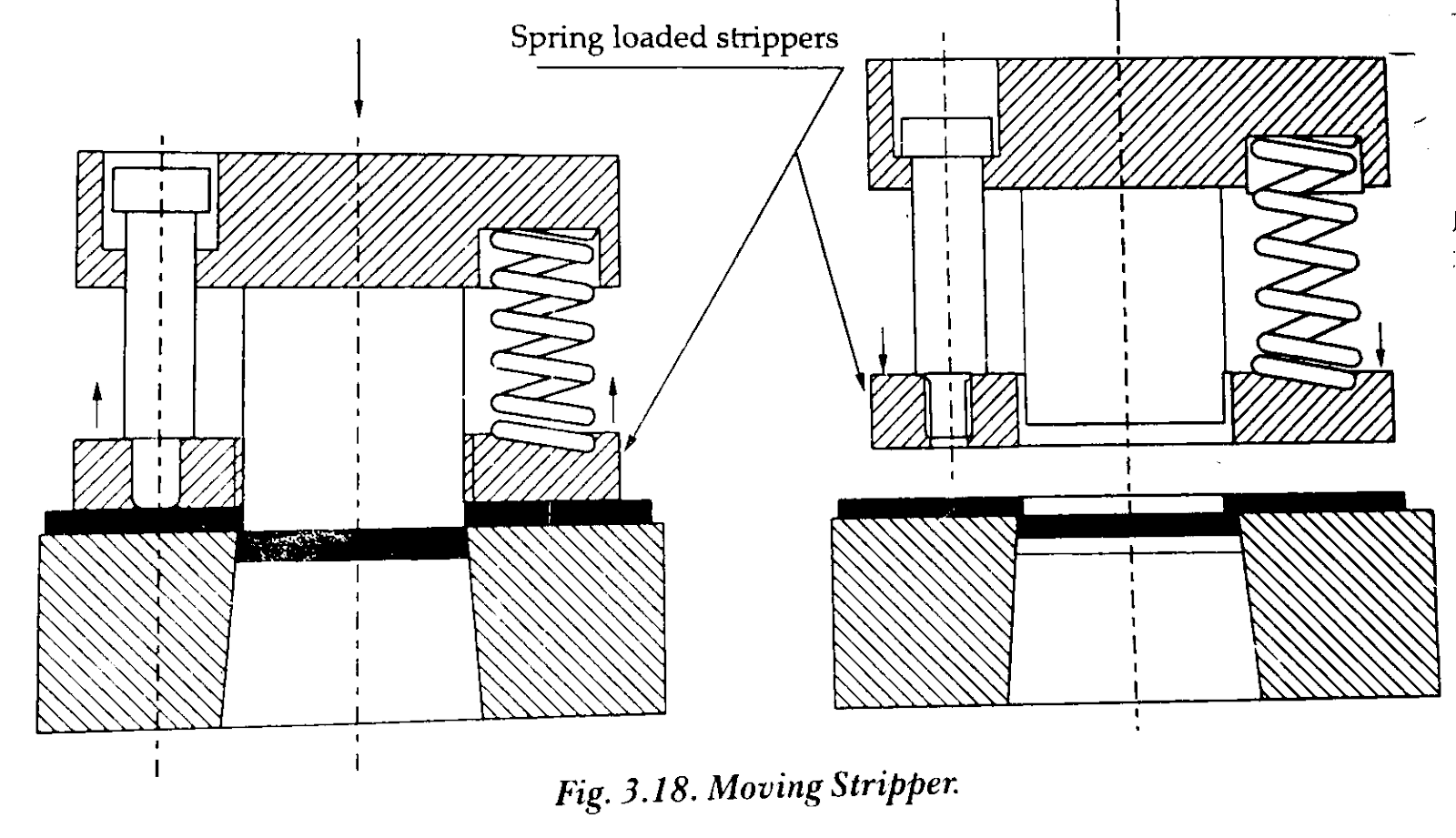
material placed on the die block. The stripper plate bears against the blank and hold it down by the spring pressure. In the upward stroke of the punch, the blank is stripped off from being lifted along with the punch by the stripper plate.
Moving strippers are recommended to process thin sheet. The pressure pad effect is appreciated distortion of the material can be controlled.
3.7 SHEDDER
The third type of stripping arrangement to remove blanks or scrap is the shedder. It is used in compound and inverted die as well as in return die. The shedder is adjusted to slide inside the die which has no angular clearance. Ultimately the shedder is pushed upwards form the cutting edge of the die and the slug or blank enters in it. During the opening stroke, the shedder is pushed downwards towards the die cutting edge, therefore the component out. This is done either by compression springs or by classical knock out bar/knockout plate combination shown in Fig. 3.19. Shedders are made out of medium alloyed tool steel hardened 56-58 RC. The shedder helps to obtain relatively flat components.
3.8 PILOTS
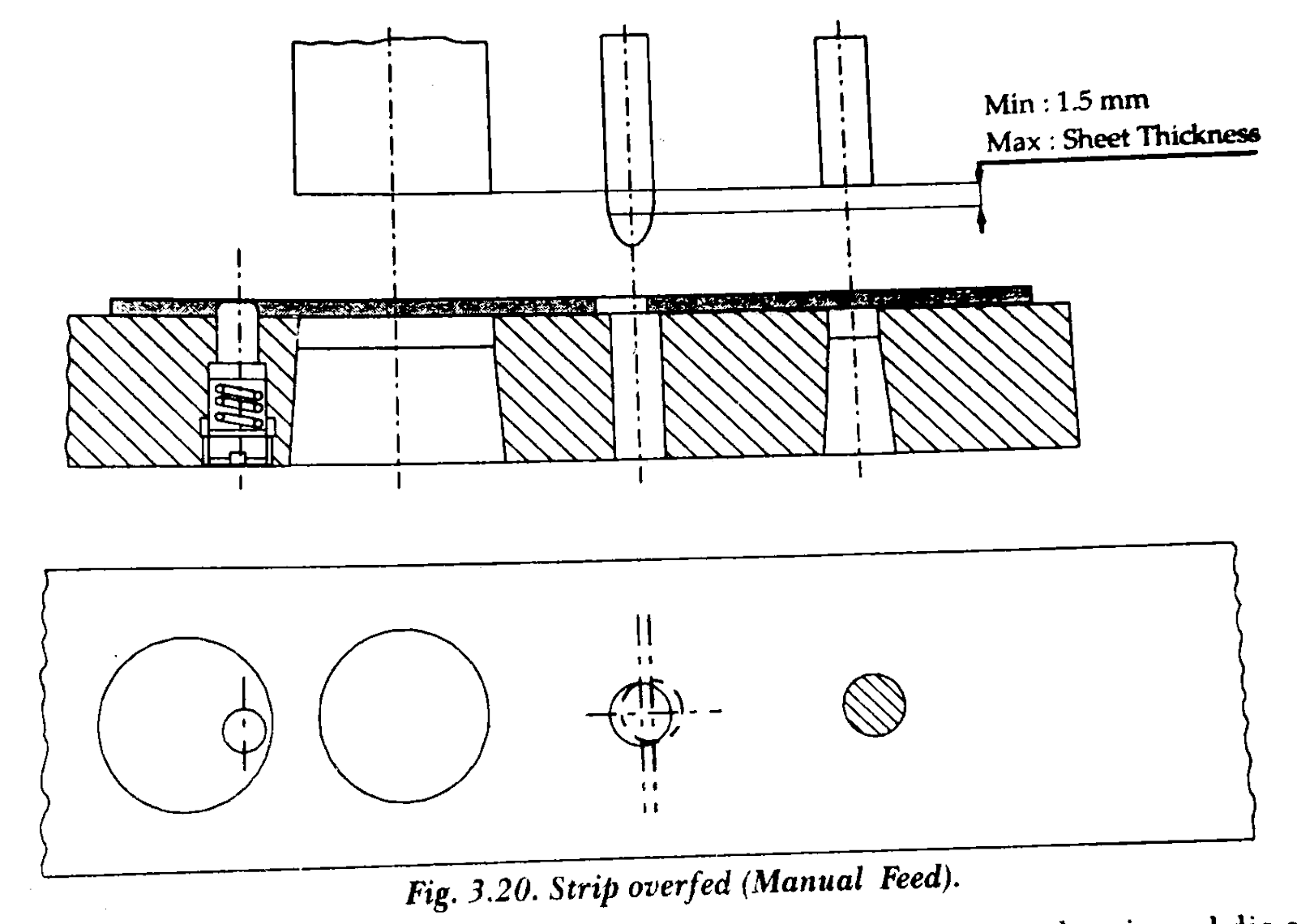
the component accurately on the required position prior to a cutting operation. This position is known as registry action. Previously pierced holes are used to register. If no suitable hole is available in the component then additional holes must be pierced somewhere in the scrap area of the strip. In case feeding of strip is done manually overfeed is required. If an automatic stop is used, the strip will be under fed. Underfeed is opposite to the overfeed in terms of direction of motion, but the purpose is same, in both cases, the pilot locates the strip or component finally.
Since the pilot has to position the material before the cutting action, it has to be longer than the punch. This difference in length is at least 1.5 mm. For locating thicker material it should be equal to the thickness of the strip. Too long a pilot woulL; adversely effect the possible high speed working of press because it is set to a long stroke i.e If the pilot would be too long, the press stroke would have to be increased accordingly. The result would be less strokes for a given unit time. More over unnecessary length of pilot increase the friction between hole and pilot.
For pilot diameter, we have to provide clearance between the pierced dia and the pilot dia. The amount of the clearance depends upon the required accuracy. For very pierced work, the pilot should be adjusted to a proper sliding fit with the hole. For less accurate component more clearance can be given between the pilot and the pierced hole.
3.9 MOUNTING OF THE PILOT Pilots are often fixed in the punch plate, very similar to piercing punches. It is advisable, but not a must, to provid!e an extra punch plate to facilitate individual

adjustment. Usually the pilot is mounted one step after the piercing operation. In case, removable pilots are required for easier regrinding etc. several good solutions are known for mounting very careful designers, sometimes, propose retractable (spring loaded) pilots. In the event of a misfeed, the pilot is simply pushed back and no damage is done to it. For fully automatic working, retractable pilots can be provided with the function of actuating a switch to stop the press in case of a misfeed. The pilots are guided in the same way as punches in spring loaded or fixed stripper plates.
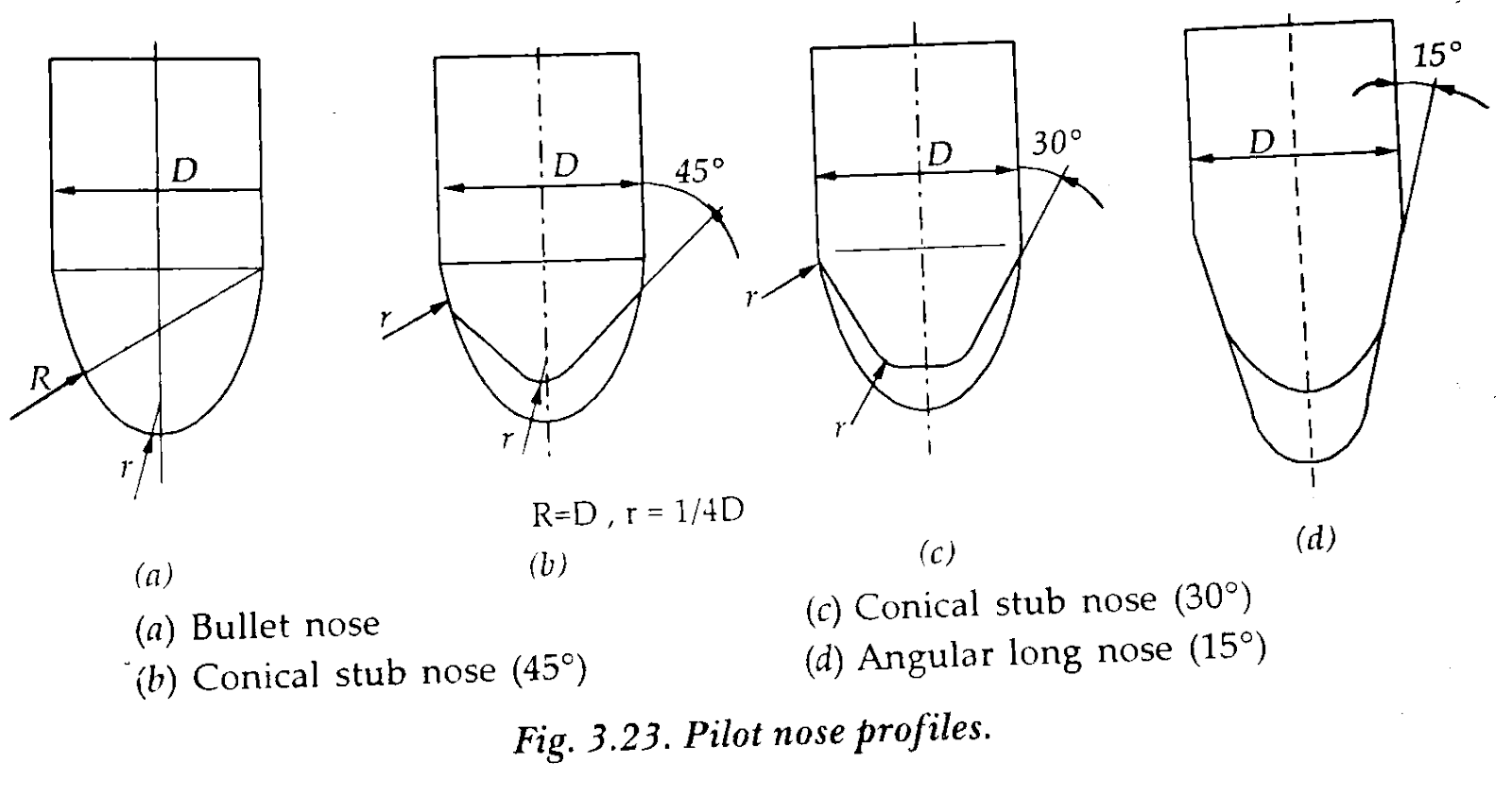
3.10 NOSE PROFILES
The most popular shape is the bullet nose. However sometimes shorter nose profiles are required. 45° conical stub nose suits special cases but is definitely not recommended for soft stock material. The smaller the angle the better the pilot enters the stock. 30° and 15° conical stub nose are better than 45° ones but they are naturally longer.
3.11 DIE STOPS
The function of a die stop is to stop the feeding-movement of the stock material. The die stops may be fixed stops or moving stops. The fixed stops include plain stop, headed pin stop, solid stops i.e fixed but adjustable. The moving stops include finger stops, pivoted stops, manual, semi automatic and automatic stop.
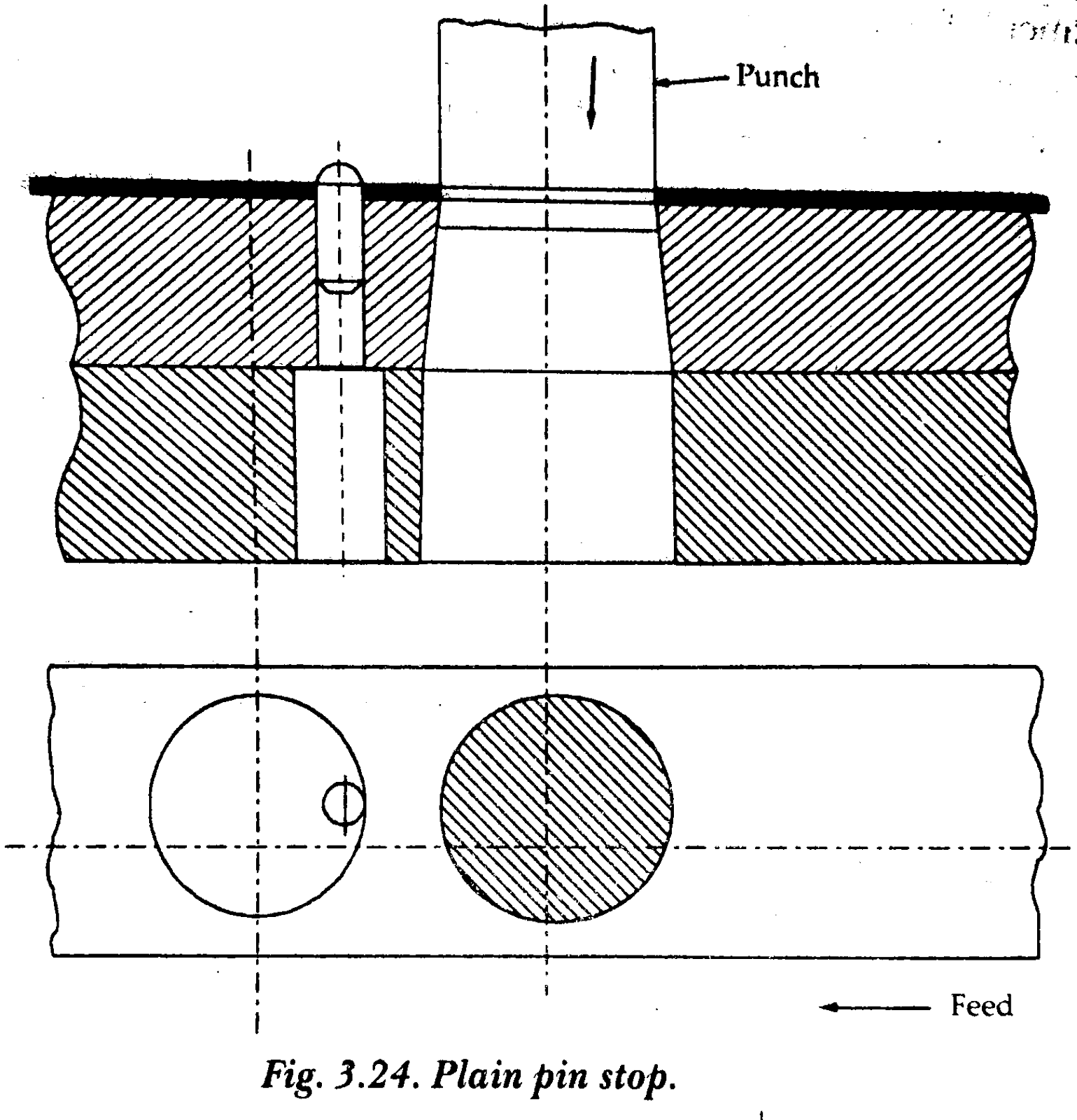
3.11.1 Plain Pin Stop
This is the simplest type of stop, only one pin is needed. The pin is adjusted to light press fit or push fit, only in the die. The hole accommodating the pin should be made right through die and die shoe. This will permit to adjust the required height without removing the die from the die set or bottom plate. In case of regrinding the die, the pin is simply pushed in and after grinding moved up from the back side. In the event of misfeed the pin can be driven down. tin stops are very often used. They are recommended for many- hand feds tools. Melt in,:olation is not expensive. They can act as stop position as well as registry position.
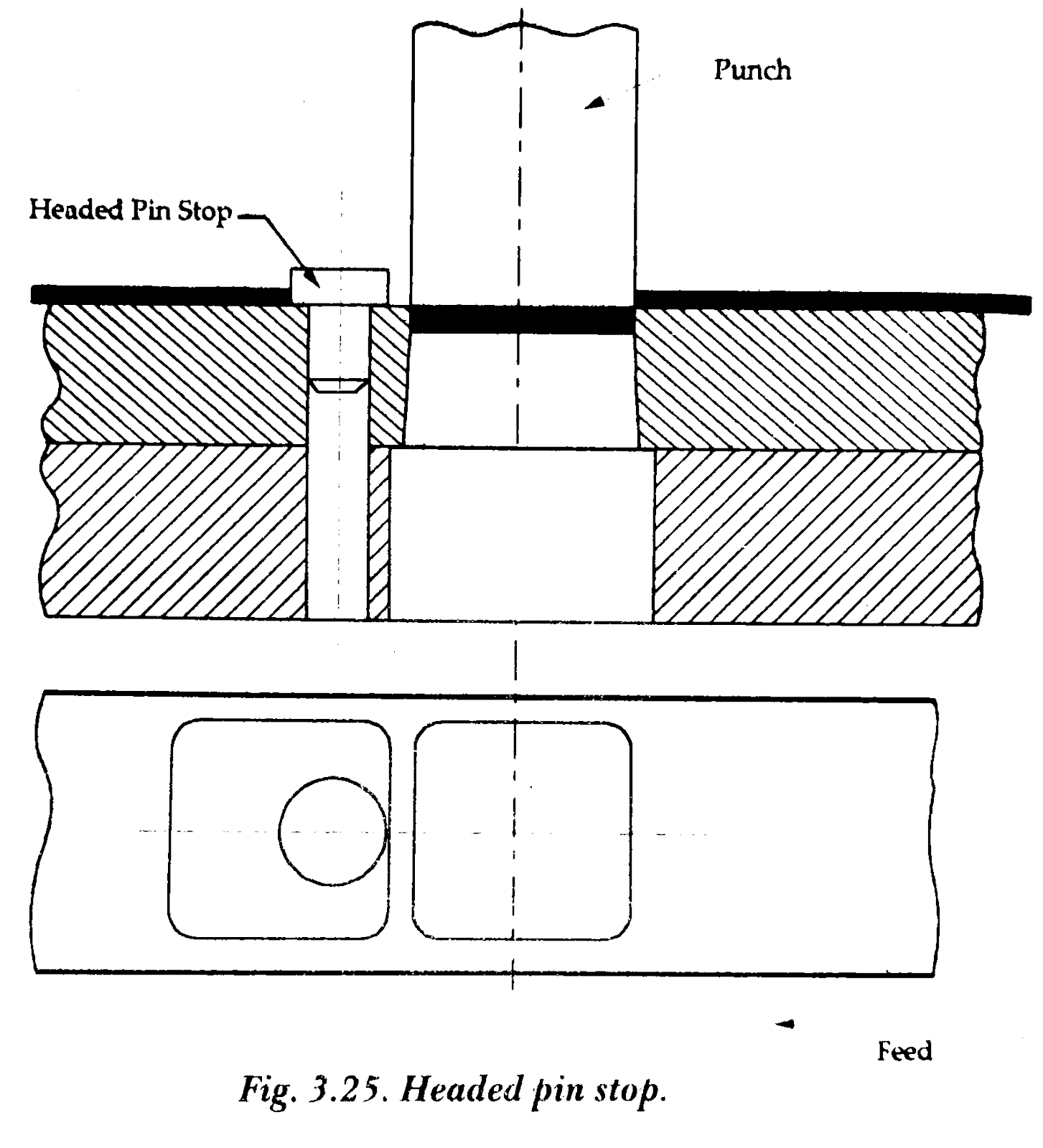
3.11 .2 Headed ‘Pin Stop
This is in fact a special type of pin stop. It is recommended when the stop has to be located very close to the cutting edge of the die. If the pin is very close to the edge, the die become structurally weak. This problem is overcome by locating the hole at a safe distance from the cutting edge and to set a headed pin stop. The dia_ of the head is adjusted to suit the stop requirement. They are used registry as well as final stop position.
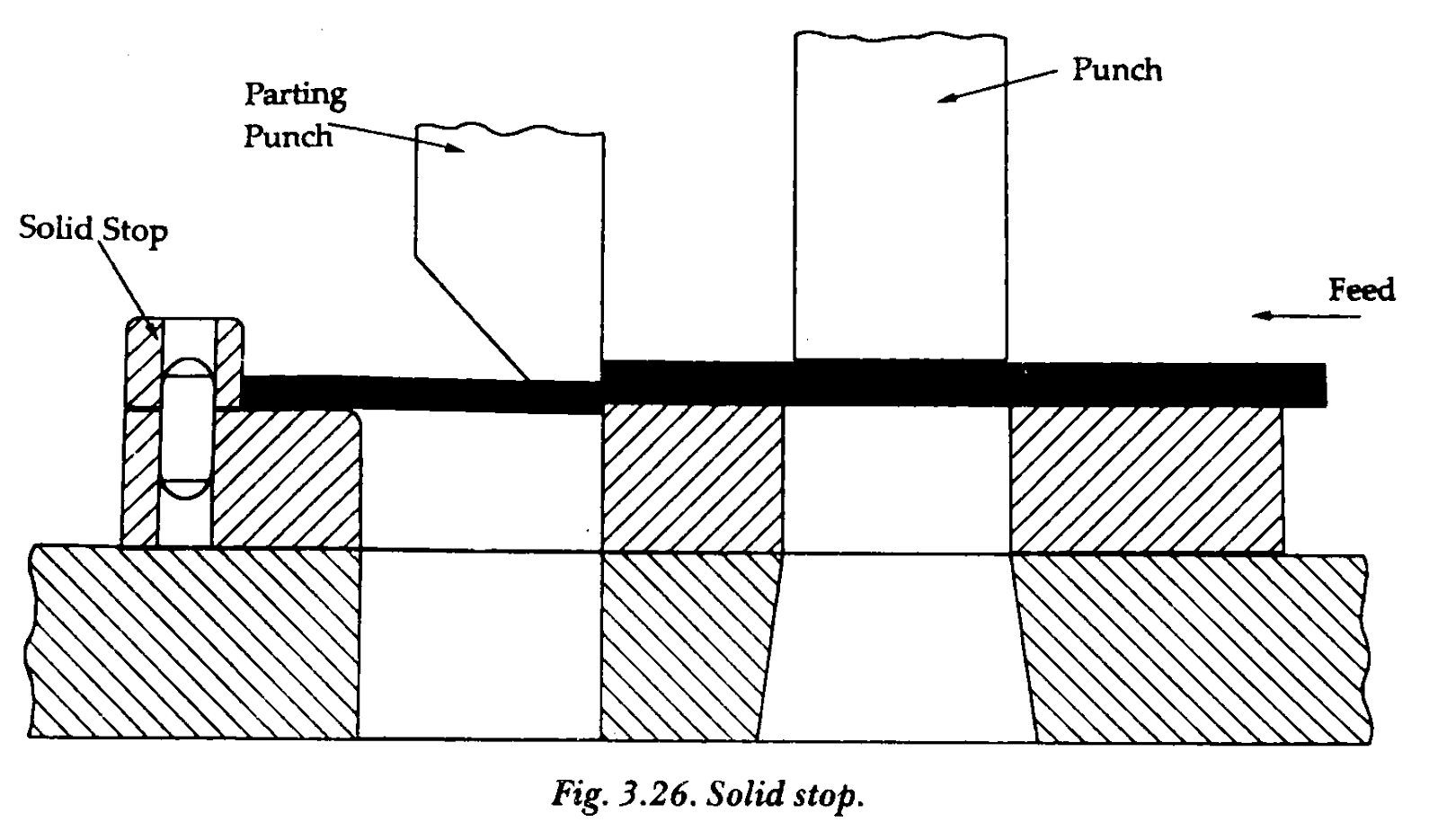
3.11.3 Solid Stop
These are always final stops. Mostly they are applied for Parting, Cropping, Piercing/ Parting and Pasting/Bending tools. The stop block is hardened. It might be fixed (Doweled) or made adjustable e.g with a slot in either the block or the stock guide. The Fig. 3.26 shows the solid stop.
The another solution is to provide tapped holes at various position in the guide as per requirements.
3.11.4 Finger Stops
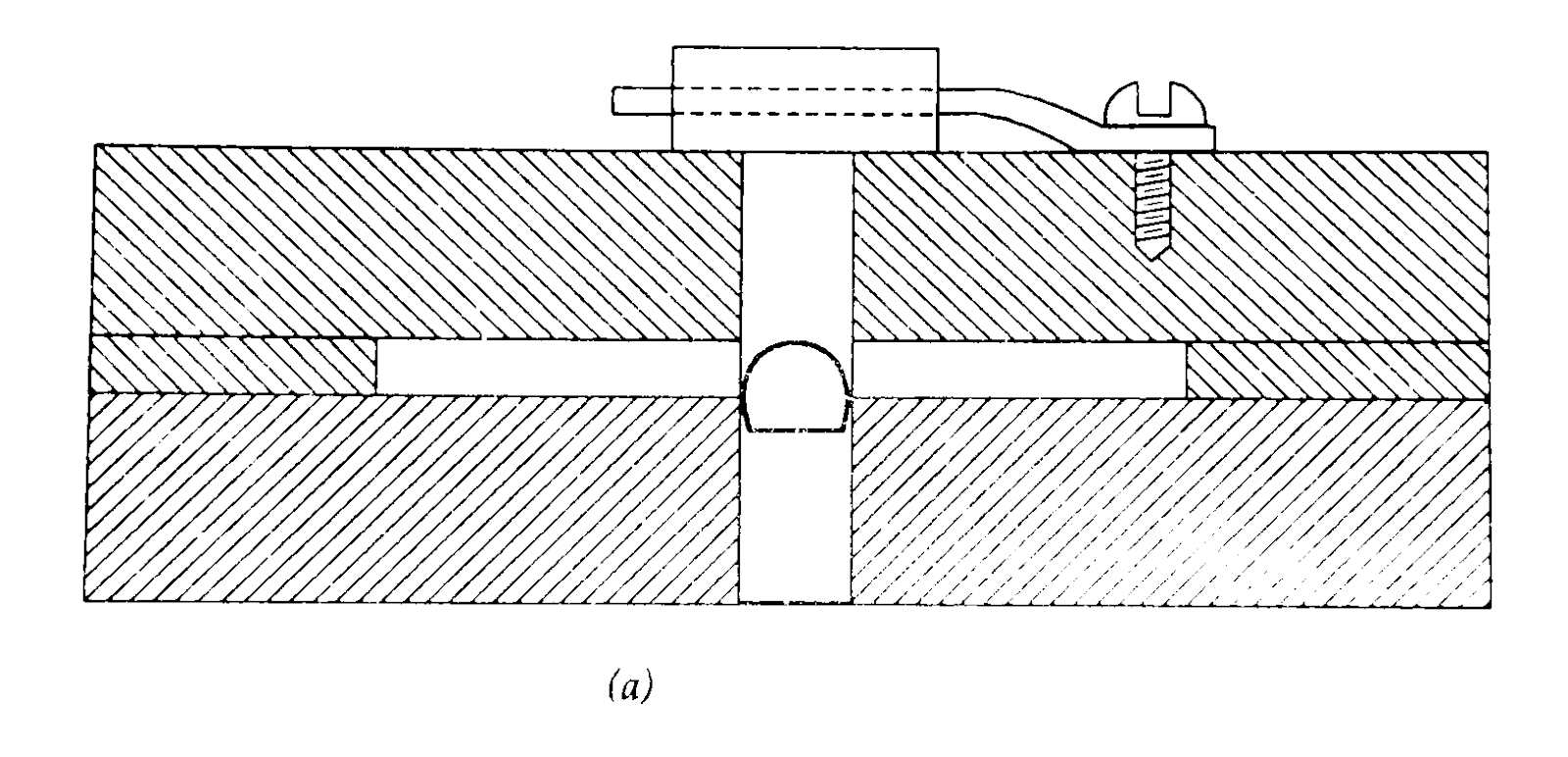
These are coming under the category of primary stops. A typical application is to stop the beginning of a new strip. The stop is spring loaded, pushed in, and the stop is pressed against. After the first stroke it is released. Further stopping or registering is done by other stop e.g pins etc. The Fig. 3.27 (a) shows the finger stops.
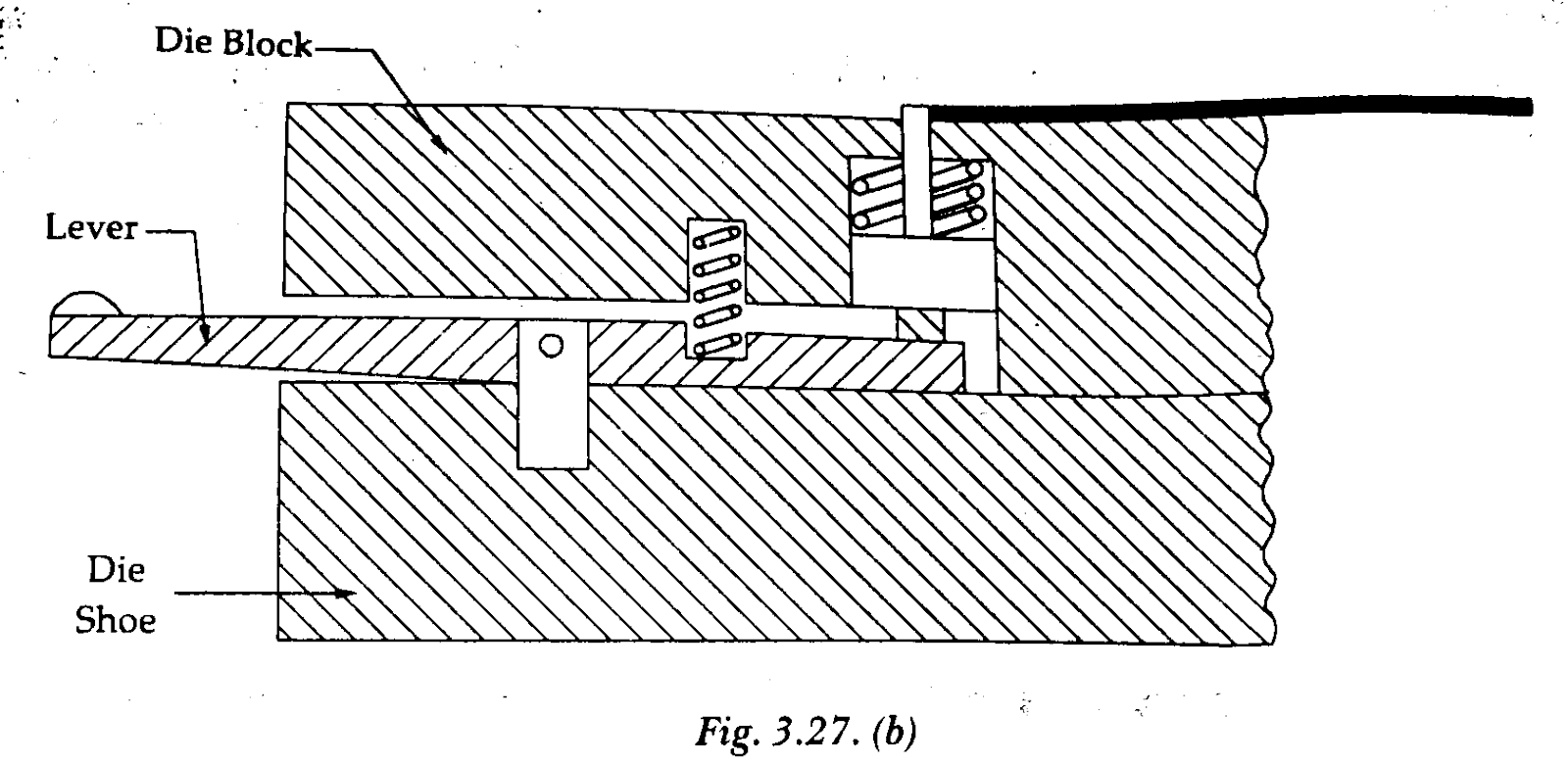
In Fig. 3.27 (b), The starting stop, mounted between the die shoe and die block, up wardly actuates a stop plunger to initially position the incoming stock. Compression springs return the manually operated lever after the first die operation is completed
3.11.5 Semi-Automatic Stop
A simple efficient design of semi-automatic stop is shown in Fig. 3.28. A high rate of production can be obtained with the aid of this device. A stop pin is fitted in a hole in stripper plate. A slot in the head of the stop-pin accommodate a spring which serves to keep the stop-pin down in the stripper plate. The stop-pin is located mid way between the stock guides and to the die block.
An important element is the design of the stop pin is the chamfer on its tip. This chamfer is in the direction of the die cavity and is at approximately a 45° angle from the horizontal. The length of the chamfer must be greater than the thickness of the stock than is being blanked.

In operation, the stock is inserted between the stock guides and the first blank is cut. The stock is then advanced, and when it strikes the chamfer on the stop-pin, the stop pin is momentarily raised, as shown in Fig ‘c’. Advancing the stock further, until the bridge passes the clearance holes, permits the spring to force the stop-pin down into the area left by the first blank. Then the stock can be pulled a short distance hack until this movement is arrested by the contact of the front side of the bridge with the rear of the stop pin as shown in Fig. ‘b’. This procedure is repeated for subsequent blanks.
3.11.6 Automatic Stop
The automatic stops are widely used for high-speed operations. The design shown consists of gage pin which fits loosely in a hole in the stripper plate and the stripper plate that normally hold up lever. The strip advance crowds the gage pin to the slanted position shown. Ram descent causes pin to push the lever down, and the gage pin is lifted above the strip. Plunger spring now pushes the gage pin on top of scrap bridge upon forward movement of the strip, the gage pin falls inside the hole just blanked.

3.12 NEST GUIDES
Nest guides are provider to locate semi-finished components prior to a cutting or forming operation. Hand fed dies for piercing, bending, forming, shaving etc. are usually equipped with nest guides. A nest guide should provide the following advantages.
3.12.1 Accurate Location
The nest guide must locate the component with in the required range of accuracy
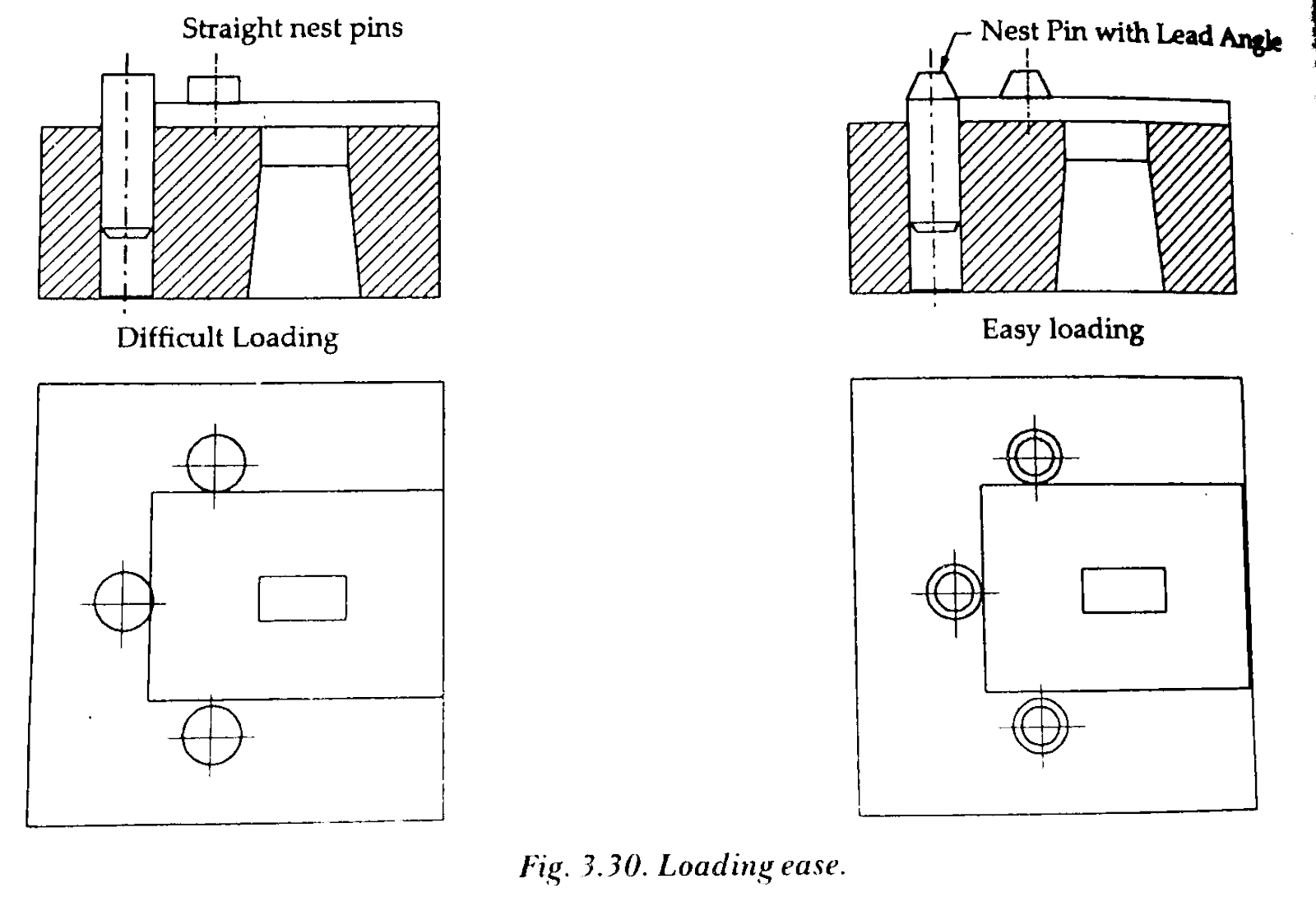
The nest guide should be designed as to facilitate quick loading. The Fig. 3.30 show the loading facility, well chamfered pin or plates should be provided.
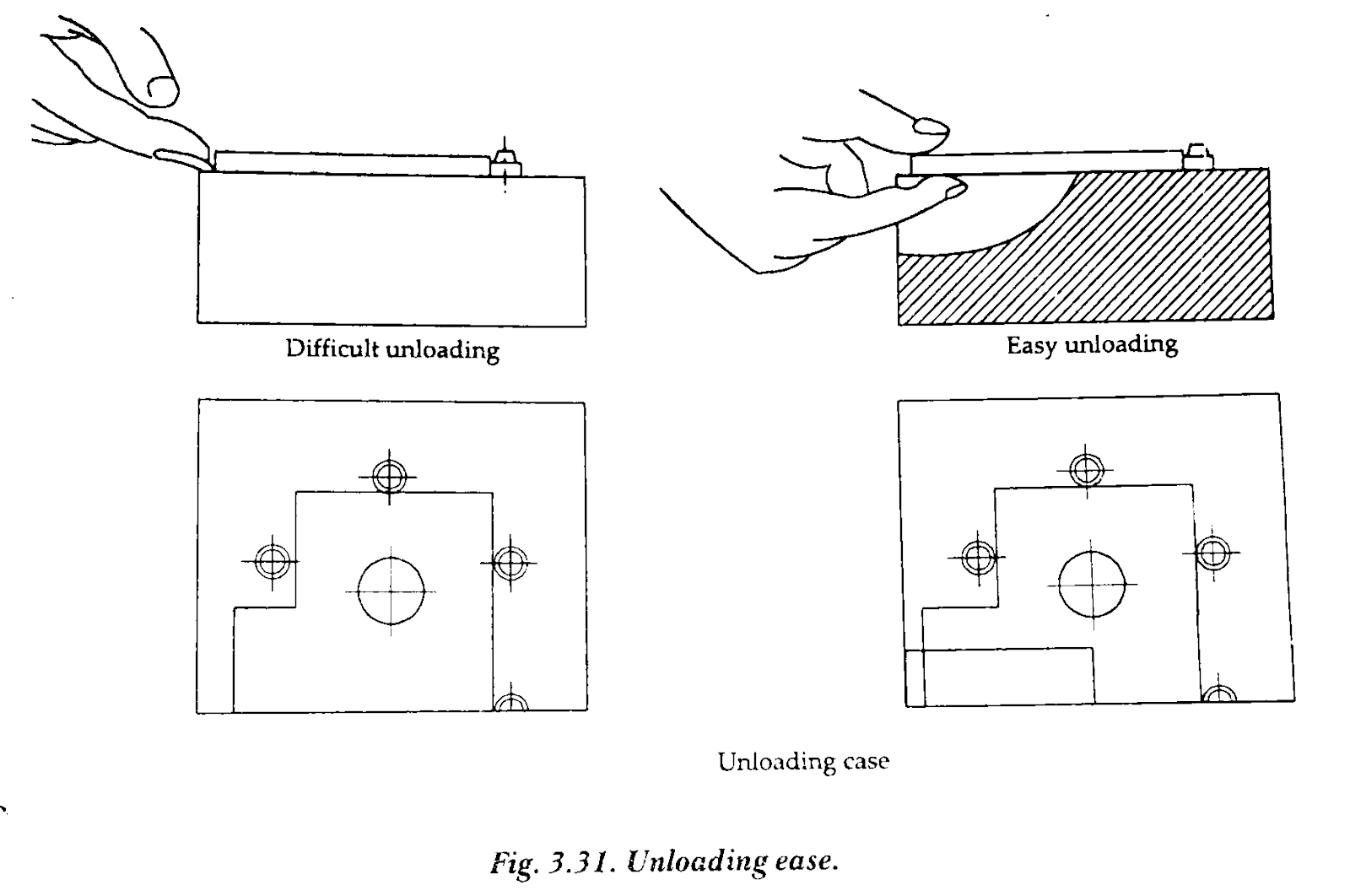
3.12.3 Unloading Ease
It should be possible to unload as quickly as possible after the operation is done. For example, a simple clearing grove helps a lot. Other possibilities are pneumatic or mechanical
3.12.4 Fool Proofing
All irregular and non-symmetric components should be located in one possible position only. This is done mostly by providing an additional pin at a specific spot in the die. The pin should allow the component to be placed in one position only. In case wrong loading is attempted, the pin would obstruct this activity as shown in Fig. 3.32.

3.13 IMPORTANT TERMS
3.13.1 Registry Position
The location of the stop position of the stock/strip is approximate relative to the final position. The strip is fed little more than the actual feed. This small extra advance is called overfeed. When the pilot enters the stock/strip, which is always prior to shearing, it gets adjusted precisely. This is known as registry position.
3.13.2 Over Feed
It is the difference between the stop position and the registry position. It meant to counteract possible in efficiency while advancing the stock strip and therefore to guarantee dimensional stability of the component. The idea behind it is that the operator has to position the strip approximately against a fixed stop. The exact location of the stock is done automatic by the pilot.