
Double-action dies are those type of die in which blanking and drawing punches have independent movements which are derived from the two slides of
a double-action press; hence, the name of the die, in this case,
indicates the type of press in which it is used. A double-action
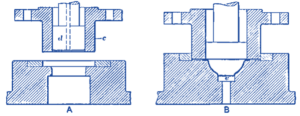
die of the “push-through” type is illustrated at “A” in below image.
The combined blanking punch and blank-holder “c” is operated
by the outer slide of the double-action press and moves slightly
in advance of the drawing punch “d”, which is actuated by the
inner slide. The outer slide is so arranged that, after making its
stroke, it stops during about one-quarter of a revolution of the crankshaft.
The blank, after having been sheared from the sheet
by the outer edge of punch “d”, is held between the end of punch
“C” and the seat in the die, during the dwell of the outer slide.
While the blank is thus held under a pressure which can be
regulated to suit the special requirements of each case, the
drawing punch “d” continues its downward movement, thus
drawing the metal from between “c” and the die, into the form of
a cylindrical cup. The drawing punch is so timed or adjusted
that it will not reach the blank until the latter is subjected to
sufficient pressure by the blank-holder for the drawing operation.
While this type of die requires a double-action press, it is
very much simpler in construction than the combination die
illustrated in previous figure, which, as previously mentioned, is used in
a press of the single-action type. The design of die shown at
A, in below figure is suitable for cylindrical articles which can be pushed
through the die; hence, it is sometimes called a “push-through”
cutting and drawing die, to distinguish it from the solid bottom
type shown at B, which may be used for producing a cup of the
shape illustrated. As will be seen, both the drawing punch and
die conform to the shape of the part to be drawn. This type
of die is equipped with knockout or “push-out plate” e at the
bottom of the die, which rises on the upstroke of the press and
lifts the drawn part from its seat in the die. This push-out
plate, which is also called a “knockout,” may be either spring actuated or positively operated from beneath (as in the case of
the die illustrated) by connection with the press.

Complete Press Tool design course , Whatsapp for more detail or Call 9914109883